
Актуальность исследования
Актуальность исследования обусловлена тем, что подготовка поверхности является одним из ключевых этапов в технологии нанесения художественных и декоративно-защитных покрытий. От качества предварительной обработки основания зависят прочность сцепления наносимого материала с поверхностью, равномерность распределения слоёв, устойчивость покрытия к внешним воздействиям и сохранение его первоначальных визуальных свойств в процессе эксплуатации.
В современных условиях возрастают требования не только к декоративной выразительности покрытия, но и к его долговечности. Недостаточная очистка, неправильное шлифование, наличие загрязнений, следов коррозии, влаги или остатков прежних материалов способны привести к снижению адгезии, появлению дефектов, ухудшению внешнего вида и сокращению срока службы покрытия. В связи с этим подготовка поверхности приобретает особое значение как технологическая основа получения качественного результата.
Актуальность исследования также определяется тем, что визуальные характеристики художественного покрытия непосредственно связаны с состоянием основания. Степень гладкости поверхности, её однородность, отсутствие микродефектов и правильный выбор подготовительных операций влияют на цветовое восприятие, глубину оттенка, уровень блеска, чёткость линий и общую эстетическую выразительность покрытия. Следовательно, изучение влияния подготовки поверхности на долговечность и визуальные характеристики художественного покрытия имеет важное теоретическое и практическое значение.
Цель исследования
Целью данного исследования является выявление влияния качества подготовки поверхности на долговечность и визуальные характеристики художественного покрытия на автомобильных деталях, а также определение основных технологических этапов, обеспечивающих получение прочного, устойчивого и эстетически качественного результата.
Материалы и методы исследования
Материалами исследования послужили открытые технические документы производителей автомобильных лакокрасочных и ремонтных систем, научные и научно-практические публикации, посвящённые подготовке поверхности, адгезии покрытий, особенностям многослойных лакокрасочных систем и визуальной оценке качества покрытия.
Методологическую основу исследования составили анализ научной литературы, изучение технической документации, сравнительный анализ технологических операций подготовки различных типов оснований.
Результаты исследования
Подготовка поверхности является обязательным этапом нанесения художественного покрытия на автомобильные детали, поскольку именно состояние основания определяет качество сцепления материалов, устойчивость покрытия и его внешний вид [4, с. 6]. Автомобильное покрытие представляет собой многослойную систему, в которой каждый последующий слой зависит от правильной подготовки предыдущего. Поэтому любые дефекты основания впоследствии отражаются как на долговечности покрытия, так и на его декоративных свойствах. Наглядное представление о многослойном строении автомобильного покрытия и характере повреждения его слоёв при механическом воздействии представлено на рисунке ниже.
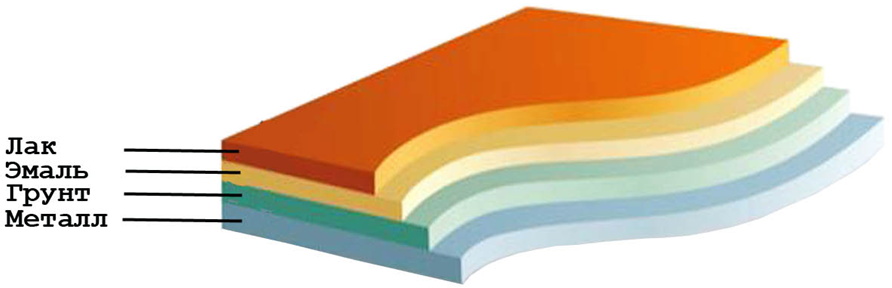
Рис. Схема строения лакокрасочного покрытия кузова автомобиля [2]
Основными задачами подготовки поверхности являются удаление загрязнений, создание необходимой шероховатости и обеспечение совместимости основания с наносимыми материалами. Перед началом работ поверхность должна быть очищена от пыли, жира, следов коррозии, остатков старого покрытия и других загрязнений. Их наличие ухудшает адгезию материалов и может привести к появлению дефектов после окрашивания.
Важное значение имеет шлифование, так как оно не только выравнивает поверхность, но и формирует нужный микрорельеф для прочного сцепления покрытия с основанием. При этом технология подготовки зависит от типа материала. Металлические поверхности требуют тщательной очистки и защиты от коррозии, пластиковые детали нуждаются в специальных адгезионных составах, а ранее окрашенные поверхности – в проверке состояния старого слоя и его правильной обработке.
Технологическая подготовка поверхности перед нанесением художественного покрытия на автомобильные детали представляет собой последовательность взаимосвязанных операций, каждая из которых влияет на прочность, равномерность и внешний вид будущего слоя (табл. 1).
Таблица 1
Основные технологические этапы подготовки поверхности перед нанесением художественного покрытия (разработка автора)
Этап подготовки | Поверхность или зона обработки | Технологические параметры | Влияние на результат покрытия |
Очистка и обезжиривание | Все виды поверхностей | Удаление пыли, грязи, жиров, масел, силиконов и влаги | Обеспечивает чистоту основания, улучшает адгезию, снижает риск дефектов |
Удаление коррозии | Металлические поверхности | Полное удаление продуктов коррозии перед дальнейшей обработкой | Повышает долговечность покрытия, предотвращает разрушение слоя |
Грубое шлифование | Ремонтная зона, шпаклёвка | P80-P120 | Устраняет крупные неровности, формирует поверхность |
Доводка и обработка краевой зоны | Шпаклёванные и переходные участки | P150-P180 | Снижает глубину риски, делает переходы менее заметными |
Подготовка металла под грунт | Сталь, алюминий, оцинкованная сталь | P280-P320 | Обеспечивает необходимую шероховатость для сцепления грунта |
Подготовка старого покрытия | Ранее окрашенные поверхности | P400 сухое или P600 мокрое шлифование | Создаёт ровное основание для последующих слоёв |
Подготовка пластика | Пластиковые детали и зоны перехода | P280-P360, на кромках P500-P600 | Улучшает сцепление материалов, обеспечивает равномерность покрытия |
Грунтование | Подготовленные поверхности | Нанесение грунта по очищенному и отшлифованному основанию | Повышает адгезию, выравнивает поверхность, усиливает защиту |
Финальная очистка и контроль | Поверхность перед окрашиванием | Удаление пыли и проверка однородности обработки | Предотвращает включения и перенос дефектов в декоративный слой |
Первым этапом является очистка и обезжиривание поверхности. На этом этапе удаляются дорожные загрязнения, следы масел, жиров, силиконов, остатки полировальных и защитных составов, а также пыль и шлифовальные частицы. Значение этой операции состоит в том, что даже при качественном шлифовании наличие поверхностных загрязнений нарушает смачивание основания лакокрасочным материалом и снижает адгезию. Поверхность должна быть свободна от загрязнений, а перед нанесением грунта, базового слоя и лака необходимо удалить пыль, ворс и частицы шлифования с помощью специальных липких салфеток или аналогичных средств подготовки.
Следующим этапом является шлифование, которое выполняет одновременно выравнивающую и технологическую функцию. Его задача состоит не только в удалении дефектов старого покрытия, шпаклёвки или грунта, но и в формировании такой шероховатости, которая обеспечит механическое сцепление следующего слоя. При формировании и обработке шпаклёвки применяются абразивы P80-P120, затем после контроля поверхности используется более тонкая обработка, а для зоны перехода и подготовки под грунт применяется P180. В рекомендациях PPG для металлических оснований перед грунтованием приводится диапазон P280-P320, а для старого лакокрасочного покрытия – P400 при сухом шлифовании или P600 при мокром. Эти данные показывают, что выбор абразива зависит от стадии ремонта и от вида основания. Слишком грубая риска может проявиться после окраски, а слишком гладкая поверхность ухудшает сцепление покрытия.
При наличии неровностей, сколов, локальных повреждений или следов ремонта выполняется нанесение выравнивающих материалов и последующая обработка ремонтной зоны. Практическое значение этого этапа состоит в том, что именно здесь устраняются перепады плоскости, которые при нанесении художественного покрытия особенно заметны из-за бликов, прозрачных переходов и сложных цветовых решений. При недостаточной проработке этой стадии после окраски становятся видимыми волнистость, риски и границы ремонта.
После механической подготовки выполняется грунтование. Грунт не только улучшает сцепление между основанием и последующим покрытием, но и выравнивает впитывающую способность поверхности, частично заполняет мелкие дефекты и в случае работы по металлу обеспечивает антикоррозионную защиту. В технических листах указано, что грунты-наполнители и эпоксидные грунты наносятся по правильно подготовленным стали, алюминию, стеклопластику, существующим покрытиям и другим допустимым основаниям. Для некоторых систем отдельно подчёркивается, что алюминий и сталь после очистки и шлифования должны быть загрунтованы без промедления. Это показывает, что грунтование является не формальной, а технологически обязательной стадией, от которой зависит стабильность всей системы покрытия.
Отдельное место занимает подготовка пластиковых деталей. Для пластикового ремонта приведены конкретные параметры абразивной обработки: ремонтная зона обрабатывается абразивом P280-P360, углы и кромки – P500-P600, зона перехода – P360-P400. Такие требования объясняются особенностями пластика как основания: он более чувствителен к перегреву, имеет иную поверхностную структуру и в ряде случаев требует специальных адгезионных материалов. Поэтому технологическая схема подготовки всегда должна соотноситься с материалом детали, а перенос стандартных приёмов с металла на пластик не обеспечивает нужного результата [3, с. 241].
Завершающим этапом является промежуточный контроль поверхности перед нанесением художественного слоя. На этой стадии проверяются чистота, однородность матирования, отсутствие остаточной пыли, видимых рисок, непросушенных участков и переходов между материалами. Использование проявочного покрытия помогает выявить низкие и высокие участки, а также остаточные риски шлифования. Именно на этом этапе устраняются дефекты, которые после нанесения базового слоя и лака становятся более заметными.
Качество подготовки поверхности определяет долговечность художественного покрытия прежде всего через состояние границы между основанием и лакокрасочной системой (табл. 2).
Таблица 2
Как качество подготовки поверхности влияет на долговечность покрытия (разработка автора)
Показатель | Подтверждённые данные | Значение для долговечности |
Состояние границы «покрытие-подложка» | Адгезия связана с пузырением, шелушением, расслоением и коррозией | Определяет устойчивость всей системы покрытия |
Срок перекрытия металла после подготовки | Подготовленную металлическую поверхность рекомендуется покрывать в тот же день | Снижает риск повторного окисления основания |
Химическая подготовка поверхности | Конверсионная обработка улучшает адгезию и эксплуатационные свойства покрытия | Повышает стабильность финишного слоя |
Подготовка под эпоксидный грунт | Коррозионностойкий грунт рассчитан на правильно подготовленные основания | Увеличивает срок службы покрытия |
Совместимость слоёв системы | Эксплуатационные свойства зависят от качества подготовки основания перед нанесением следующих материалов | Снижает риск преждевременного разрушения покрытия |
Визуальное качество автомобильного художественного покрытия в открытых профильных источниках связывается прежде всего с тремя показателями: цветом, гладкостью поверхности и блеском. В исследовательском обзоре по автомобильным покрытиям эти параметры названы основными критериями оценки внешнего вида лакокрасочного слоя. Это означает, что подготовка поверхности влияет на результат не косвенно, а непосредственно через формирование ровного и визуально однородного основания под последующие материалы.
Визуальное качество художественного покрытия на автомобильной поверхности в профильных открытых источниках связывается прежде всего с тремя основными показателями: цветом, гладкостью поверхности и блеском [1, с. 19]. В исследованиях, посвящённых автомобильным лакокрасочным покрытиям, именно эти параметры рассматриваются как основные критерии оценки внешнего вида покрытия. Следовательно, подготовка поверхности влияет на итоговый результат непосредственно, поскольку именно она обеспечивает формирование ровного, однородного и технологически пригодного основания для нанесения последующих слоёв.
Для получения высокого визуального качества особенно важна однородность следов шлифования. В технических материалах указывается, что при работе с современными мелкодисперсными металлизированными покрытиями неоднородный профиль шлифования становится заметным после окрашивания, так как металлические частицы могут скапливаться в оставшихся царапинах. По этой причине качество подготовки поверхности влияет на чёткость рисунка, равномерность оттенка и общую визуальную целостность художественного покрытия, особенно в зонах перехода и при выполнении сложных декоративных элементов.
Особое значение имеет применение выравнивающих и изолирующих материалов перед нанесением финишного слоя. В технической документации отмечается, что изолирующий слой способствует получению более равномерного цвета и однородного внешнего вида как на заводских, так и на ремонтных поверхностях. Кроме того, такие материалы позволяют частично перекрывать следы шлифования и способствуют сохранению оптимального блеска финишного покрытия. Таким образом, правильно подготовленная и изолированная поверхность обеспечивает более стабильное цветовое восприятие и лучшую визуальную выразительность покрытия после высыхания.
Состояние основания влияет также на чёткость отражения поверхности. В материалах по оценке этого показателя указывается, что шероховатость основания может проявляться через прозрачный лаковый слой и снижать зрительное качество покрытия. Поэтому даже при правильном нанесении лака недостаточно ровная подложка ухудшает восприятие поверхности, делает отражение менее чётким и уменьшает ощущение глубины покрытия.
При нарушении технологии подготовки становятся заметны и характерные визуальные дефекты. К ним относятся случаи, когда наполнитель, грунт или изолирующий слой начинают просматриваться через верхний слой покрытия. Для художественных покрытий это имеет особое значение, поскольку любая неоднородность основания после окрашивания становится более заметной и снижает общую эстетическую ценность результата.
В практической работе подготовка поверхности определяется не только общими требованиями к чистоте и шлифованию, но и видом автомобильной детали, состоянием старого покрытия и задачей окрашивания. Открытые технические материалы по автомобильному ремонту показывают, что в реальной работе различают как минимум три типовые ситуации: подготовку металлических элементов, подготовку пластиковых деталей и работу по ранее окрашенной поверхности. Для каждой из них предусмотрены собственные операции и диапазоны абразивной обработки, поэтому применение одной и той же схемы ко всем деталям не считается правильным (табл. 3).
Таблица 3
Практические особенности подготовки различных автомобильных поверхностей (разработка автора)
Вид поверхности или задача | Практические особенности подготовки | Значение для результата |
Металлическая деталь после повреждения | Оценка дефекта, удаление повреждённых слоёв, шлифование, грунтование, последующая окраска | Формируется стабильная основа под ремонтное или художественное покрытие |
Пластиковая деталь | Для ремонтной зоны применяют P280-P360, для углов и кромок P500-P600, для зоны перехода P360-P400 | Обеспечивается более точная обработка сложных участков |
Новая пластиковая деталь | Требуется определить тип пластика и удалить разделительные вещества | Снижается риск проблем при нанесении последующих материалов |
Ранее окрашенная поверхность | Поверхность подготавливается под изолирующий слой и верхнее покрытие | Обеспечивается более равномерный цвет и внешний вид |
Зона перехода | Обрабатывается по отдельным параметрам, отличным от основной ремонтной зоны | Уменьшается визуальная заметность ремонта |
Подготовка перед финишным нанесением | Используются очистители, антистатические составы, липкие салфетки, проявочные материалы | Повышается чистота поверхности и точность контроля перед окраской |
Выводы
Проведённое исследование показывает, что подготовка поверхности является определяющим этапом в системе нанесения художественного покрытия на автомобильные детали. Именно качество очистки, обезжиривания, удаления коррозии, шлифования, нанесения выравнивающих и грунтовочных материалов, а также промежуточного контроля формирует условия для прочного сцепления покрытия с основанием и его последующей устойчивости в эксплуатации. Установлено, что недостатки подготовки поверхности приводят к снижению долговечности покрытия, повышают риск расслоения, появления дефектов и ухудшают общую стабильность лакокрасочной системы. Одновременно подтверждено, что визуальные характеристики покрытия, включая равномерность цвета, гладкость, блеск, чёткость рисунка и выраженность переходов, также зависят от состояния основания и правильности его технологической обработки.
Следовательно, подготовка поверхности должна рассматриваться как не вспомогательная, а как базовая технологическая стадия, от которой зависит как эксплуатационное качество, так и эстетическая ценность художественного покрытия.
