.png&w=384&q=75)
Introduction
Powder metallurgy is used to prepare metal, ceramic or polymeric powders, as these powders are compacted to have products with desired forms. These powders are then heated by the process of sintering in order to improve the bonds between particles and obtain a product with a rigid mass. Compaction machines and die designed for this purpose are used in order to obtain products compacted at certain pressure levels. The sintering process is performed at temperatures below the melting temperature of the metal-based matrix [1]. Copper has occupied the top rank among metals since the mid- 19th century because of its high electrical connectivity, as well as the possibility of to be formed as strips and wires [2]. Copper and its alloys occupy a major position in the industry. In addition to its extensive uses in the electrical industry, it is used in the military industry, heat exchangers and condenser-Tubes used in power plants [3]. Copper is one of the most suitable engineering materials for electrical and thermal applications. Like other metals, copper suffers from the problem of ductility at high temperatures and has a high rate of wear during sliding; therefore, reinforcement of copper is one of the ways used to overcome these problems. Copper is successfully reinforced with carbides representing reinforcement material, which can be in the form of particles or continuous fibers. Thus, copper-carbide composites with high electrical and thermal conductivity have emerged. They are widely used in sliding parts such as electrical brushes, sliding bearings and tribological engineering parts as well as in some parts of generators, engines, cars and slip rings [4, с. 131-139; 5, с. 108-115]. Accordingly, this article aims to study the mechanical and magnetic properties of the Cooper-based system as an application in the manufacture of mechanical bearings, electric brushes, heat exchangers tubes and condensers.
The Practical Part
Materials
Copper (Cu) with an average particle size of 63 microns and a purity of 99.5% was used from Riedel-Dehaenagh (Germany). The reinforcement material was magnesium oxide (MgO) with an average particle size of 20 nanometers and a purity of 99% from US Research Nanomaterials (USA).
Tests and Measurements
Vickers Hardness Test:
This method is measured using a load of up to 500 grams and a time of 10 seconds. The hardness is calculated using the following equation [6]:
![]() , (1)
, (1)
If: P = Immediate load (Kg).
Dv = the average diameter of the pyramidal effect resulting from the load being shed onto the surface.
Compressive Strength Test:
Compressive strength testing was performed using a SHIMADZU-UH 600 KNI machine. After preparing and grinding the specimens, they were loaded to failure, and the stress-strain curve was plotted. The yield strength value was (σ 0.2).
Abrasion Rate Test:
Performed using a pin-on-disc (made in China) at 480 rpm for 10 minutes and a load of 10 N. The corrosion rate is calculated using the following equation [7]:
![]() , (2)
, (2)
Where (W) is wear rate (gm/cm), (∆𝑊) is lost weight (gm) and represents the difference in weight of the sample before and after operation, (SD) represents sliding distance (cm), which is equal to [8]:
![]() , (3)
, (3)
Where (D) represents the diameter of the disk (cm), (n) represents the rotational speed of the disk (rpm), and (t) is test time (min).
Results and Discussion
Figure 1 shows the relationship between the change in the volumetric ratios of MgO Nanoparticles on micro Vickers hardness before and after sintering. It is observed that the increase in volumetric ratios added led to increased hardness before sintering (39–88) Hv at MgO content from (2%) to (10%). Hardness also increased after sintering (66–118) Hv at MgO content of (2–10)%.
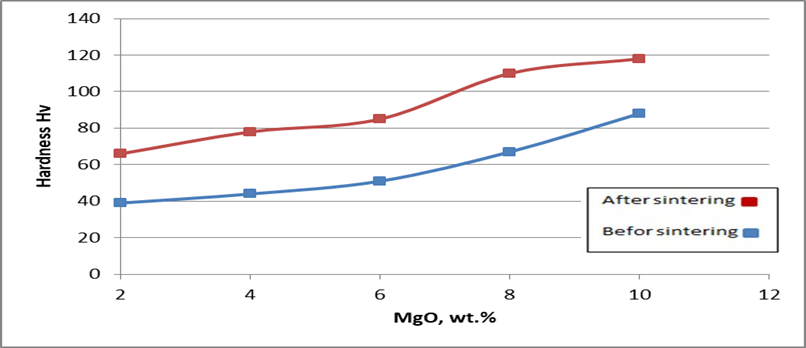
Fig. 1. The relationship between the change in the volumetric ratios of MgO and Vickers hardness before and after sintering
Figure 2 shows the relationship between the change in MgO Nanoparticles ratios and compressive yield stress before and after sintering.
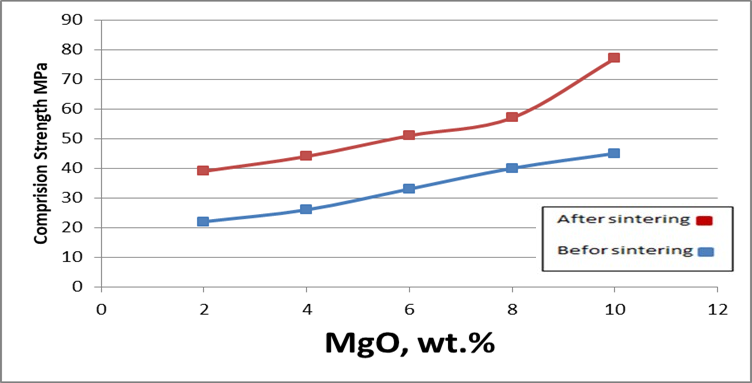
Fig. 2. The relationship between the change in the volumetric ratios of MgO and compressive yield stress before and after sintering
It is observed that the increase in volumetric ratios added led to increased resistance to compressive yield, which increased (22–45) N/mm2 when manganese content from (2% to 10%) resistance to compression after sintering also increased from (39–77) N/mm2 at MgO Nanoparticles content (2–10%) before sintering. The increase in compressive yield stress by increasing the content of reinforcement particles before and after sintering, as well as increasing the values of compressive yield stress after sintering than its values before sintering shown in figure 2 (were due to the high resistance of reinforcement particles, which led to increased hardness of composites by increasing MgO Nanoparticles. In addition to the highly effective resistance to positional deformation and thus forming coherent samples with high compressive strength.
Conclusions
Reinforcing copper with magnesium oxide (MgO) resulted in significant improvements in physical and mechanical properties. The hardness increased from 39–88 Hv before sintering to 66–118 Hv after sintering as the MgO content increased from 2% to 10%. The compressive yield strength also increased from 22–45 N/mm² before sintering to 39–77 N/mm² after sintering. Conversely, the corrosion rate decreased from 3.43×10⁻⁴ g/cm² at 2% MgO to 5.20×10⁻⁵ g/cm² at 10% MgO. Scanning electron microscope (SEM) images showed improved structural integrity with increasing reinforcement ratio. Some dislocations and pores appeared at 10%, indicating that it is the optimum reinforcement ratio.
