.png&w=384&q=75)
Introduction
Centrifuge is a device which uses centrifugal force. It is a mechanism providing rotation of the object of centrifugal force application. It’s used for separation of gaseous, liquid or bulk solids of different densities, as well as in other cases requiring simulation of increased gravity.
The automated control system will increase the efficiency of the filtration process due to more accurate realization of technological parameters, prevention of accidents, will provide cost reduction for the production of the final product in the fulfillment of technological conditions and limitations and will increase the reliability of production in general.
Consequently, the development of an automated process control system (APCS) of production on the basis of modern technical and software automation tools is an urgent task.
Procedure of centrifuge operation:
- System check (carried out each time the control cabinet is powered up). The following are checked: slurry valve, centrifuge lid, paste cutter, discharge auger, drum drive, bearing temperature and compressed air supply to the shaft seals. If any of the above does not work during the check, an alarm is triggered.
- Start centrifuge and enter to idle speed (with the operator's confirmation). This process includes: switching on the oil station 1 and 2, checking the movement of the paste cutter, switching on the discharge screw and the drum drive (control of bearing temperature, mains current and vibration).
- Input of centrifuge operation parameters (performed by the operator). The following parameters are entered: loading time, squeezing time, paste cutting time, unloading screw operation time. The operator also selects the centrifuge operation mode: manual or automatic.
- Filtration cycle program. It includes: slurry loading, paste squeezing, shearing and discharging. In this program, the temperatures of the bearing units, the limit switches, the drum drive current and the vibration are monitored.
The operator must be able to stop and restart the filtration cycle at any time. In this case the equipment returns to idle mode, to resume the cycle operation the operator must confirm it with a command and select the unit from which the filtration cycle will continue.
All operator actions, equipment operation modes and interlocks operation should be recorded in the event log (fig. 1, 2).
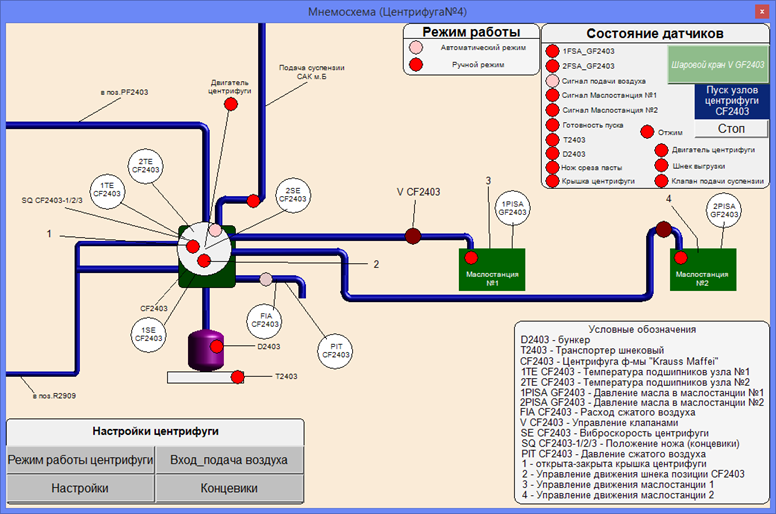
Fig. 1. SCADA-system panel
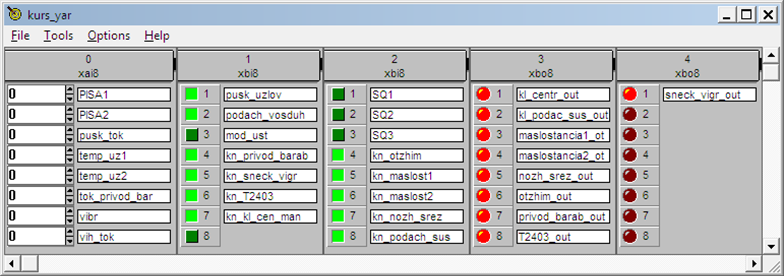
Fig. 2. IsaGRAF system operator panel
Conclusion
In this paper was set and solved the problem of development of ACSPP of filtration process on the centrifuge. Within the framework of the set task the following was performed:
- the current state of the issue of development of automated control system of filtration process was considered;
- analyzed the technological process, as well as a critical analysis of the existing control system;
- the technical task for designing of the automated control system of the technological process was developed;
- selection of technical means was made and functional scheme of automation was developed;
- electrical power supply circuit diagram was developed;
- external connections scheme was developed;
- operator's workstation with the use of SCADA-system «MasterSCADA» was developed;
- general view of the control and management panel and its installation and communication scheme were developed;
- the control controller software has been developed.
