.png&w=384&q=75)
Планирование работ в любой отрасли, которая задействует сложные технические объекты в том числе оборудование, включает в себя анализ и оценку текущего состояния объекта, а также планирование и прогноз его износа. Большинство работ выполняются по результатам выявления неисправностей внутренних управляющих органов оборудования, которое происходит во время технического осмотра. Технический осмотр, далее ТО (по ГОСТ 18322-2016) – комплекс технологических операций и организационных действий по поддержанию работоспособности или исправности объекта при использовании по назначению, ожидании, хранении и транспортировании. Как правило ТО проводят с периодичностью, указанной в технической документации на изделие, это могут быть как машино-часы, так и фактическая наработка оборудования.
Актуальность статьи обусловлена необходимостью обновления систем и методик технического обслуживания и ремонта, которые включают в себя ряд различных мероприятий: некоторые из них осуществляются на работающем оборудовании, в то время как для выполнения других необходимо вывести оборудование из технологического процесса, что создает простои оборудования, уменьшает общий КПД технологической связки, а в редких случаях останавливает весь цех. Поэтому планирование работ является большой ответственностью, ведь они связанны с материальными и временными затратами всего производства.
В настоящей работе рассматриваются проблемы при планировании технического обслуживания и ремонтных работ. Рассматриваются особенности методик и систем планирования ТО и Р в современных условиях и на основе проанализированных данных строится алгоритм по разработке графика ТО и Р.
В. И. Бобровицкий и В. А. Сидоров в своих трудах указывают стратегию и цель проведения планово-предупредительных работ, которая заключается в обязанности обеспечивать безотказную работу оборудования путем принудительной замены узлов и деталей в сроки, устанавливаемые на основе статистического анализа отказов. Установленное среднее значение норматива заранее предполагает аварийные отказы одних деталей и замену других, не отработавших свой ресурс. Следовательно, данная стратегия не исключает возможность возникновения аварийных отказов.
Фактически оказывается, что не менее 50% регламентных ремонтных воздействий выполняются без особой необходимости. В некоторых случаях безотказность работы оборудования после технического обслуживания или ремонта снижается, иногда временно, до момента окончания процесса приработки, а иногда постоянно. Снижение показателей надежности обусловлено появлением отсутствовавших до обслуживания дефектов монтажа. Возникновение около 70% отказов вызвано принудительным обслуживанием машин и оборудования [1, с. 11-19].
Однако опасна и другая сторона – невыполнение профилактического обслуживания. Большинство оборудования требует регулярного обслуживания для оптимальной работы, но слишком часто профилактическое обслуживание становится основной задачей, которую необходимо выполнить, при условии нехватки персонала или перегруженность. Легко отказаться от регулярного обслуживания, когда кажется, что все идет нормально, и многие компании работают, исходя из предположения, что опытные работники определят надвигающиеся проблемы еще до того, как оборудование полностью выйдет из строя. Дополнительным фактором может являться неэффективная коммуникация и отсутствие совместного планирования между различными службами (производственной, ремонтной, снабженческой), что увеличивает продолжительность простоев оборудования [2, с. 44-51; 3, с. 16].
Для минимизации количества работ, выполняющихся без необходимости, а также для сокращения временных, трудовых и материальных затрат были рассмотрены методики и вспомогательные мероприятия, которые повышают качество планирования ТО, ремонта и планово-предупредительных работ. Основной задачей данных методик является улучшение алгоритмов планирования, оценка качества выполнения работ, а также точное прогнозирование отказов оборудования. Далее рассмотрены системы, методики и мероприятия, которые рассматривают ключевые параметры и дают ответы на задачи при планировании ТО и Р.
Автоматизация оборудования
Мероприятие, выбранное в качестве дополнения к методикам планирования ТО и Р, ориентируется на автоматизацию контроля состояния оборудования. Автор выдвигает идею о необходимости внедрения автоматизированной информационной системы (далее АИС) в сложное производственное оборудование – станки ЧПУ, в том числе и металлообрабатывающие. Автоматизированная информационная система решает основные вопросы, связанные с контролем. Выявление причин простоя и их своевременная диспетчеризация позволяют повысить коэффициент использования оборудования, а также автоматизировать работу служб главного технолога по вопросу передачи управляющих программ на станки с ЧПУ, служб главного механика по организации проведения технического обслуживания и планово-предупредительных работ. Еще одним немаловажным результатом внедрения АИС является контроль основных параметров оборудования, например показание вибрации шпинделя и шарико-винтовой пары. Данный показатель позволяет определить нормальный уровень вибрации и установить отклонения, которые негативно отражаются на ходе технологического процесса. Таким образом появляется возможность осуществить совместное проведение техническое обслуживание с ремонтом по состоянию [4, с. 53-58].
Возможности внедрения нейросетей в системы планирования ТО и ППР
В вопросах планировании ТО и ППР также могут помочь современные технологии, а именно – нейронные сети и машинное обучение. Нейронные сети при правильном обучении и с большим объемом обрабатываемых данных смогут позволить прогнозировать отказы оборудования, планировать ремонтные работы и предотвращать простои, снижая расходы и увеличивая производительность. Они также помогают создавать более точные графики технического обслуживания и оптимизировать их, учитывая фактическое состояние оборудования. Фактическое состояние оборудования можно узнать при применении систем АИС, данные с которых будут обрабатываться датацентром нейросети.
Методы регрессии, которые применяются чаще всего, популярны из-за хорошей эффективности, однако обучив нейросеть на хорошо отобранных данных можно получать результат не хуже регрессивного метода. С увеличением объема данных точность прогнозов растет, но после определенного порога рост замедляется. В результате возрастает требование к качеству информации для чего нейросети используют информацию о ремонтах и обслуживании оборудования. Эти данные включают информацию о предыдущих отказах, проведенных ремонтных работах, условиях эксплуатации и других параметрах, которые могут быть использованы для прогнозирования будущих отказов [5, с. 415-422].
Обучение нейросети также можно построить на алгоритме, который состоит из трех этапов: извлечение данных, обучение моделей с параметрической идентификацией и мониторинг данных для выявления отказов промышленного оборудования.
На первом этапе проводится извлечение данных из базы данных (БД).
На втором этапе проводится обучение всех моделей, на основе алгоритма машинного обучения Random Forest.
На третьем этапе проводится прогнозирование всех значений технологических параметров в указанном окне прогнозирования по всем фактическим значениям параметров этого окна [6, с. 319-320].
Данный алгоритм позволяет прогнозировать отказы оборудования на основе методов машинного обучения в условиях малого количества поломок и изменяющихся режимах работы. Применяя данный алгоритм можно обойтись меньшим набором данных для обучения модели, что ускоряет и удешевляет планирование ТО и ППР.
Методы математической оптимизации ТО и ППР
Формирование и оптимизация графиков ТО и Р представляет собой специальную задачу организации эксплуатации системы.
Для ее решения может использоваться модель в виде ресурсных матриц. Для решения каждой задачи необходимо выполнить некоторые операции, которые в коечном итоге формируются в матрицу. Матрица отображает последовательность выполнения операций, в частности показывает возможность параллельного выполнения некоторых операций.
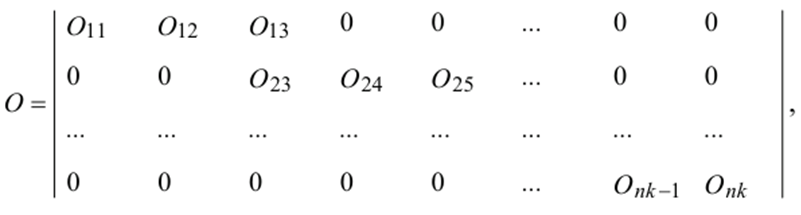
Рис. 1. Ресурсная матрица
Оптимизация ППР может быть достигнута упрощением процесса выполнения каждой из операций или сокращением количества видов операций, например за счет объединения и типизации операций [7, с. 106-108].
Данная матрица является стандартной оптимизационной задачей, которая используется в логистике, математике, подсчете трудозатрат и т. д. Однако нельзя отменять тот факт, что данная задача и алгоритм ее решения является проверенным временем и широко используемым методом минимизации какого-либо процесса.
Математическая оптимизация ППР также располагает моделью динамического программирования, которая представляет собой задачу теории массового обслуживания. Многие операции, которые приходится анализировать для выбора оптимального решения, развиваются как случайные процессы, ход и исход которых зависит от ряда случайных факторов, сопровождающих эти операции. Принципиальным здесь является вопрос о правильном задании импульсных функций интенсивностей и корректном интегрировании системы дифференциальных уравнений для вероятностей. Для математического описания используют теорию Марковских случайных процессов, получая систему дифференциальных уравнений Колмогорова в соответствии с графом состояний для определения предельных значений вероятностей состояний данной системы в момент времени t [8, с. 141-144].
Применение данных методов может повысить качество планирования ППР, его точность, а также скажется на материальных и временных затратах. С помощью методов оптимизации можно повышать количество выполняемых ремонтных операций со станком во время обслуживания.
Также данные алгоритмы можно внедрить в программу обучения нейросети, которая на основе имеющихся данных может давать различные рекомендации по оптимизации поставленной перед ней задачей, а также при хорошем обучении и большом объеме данных рассчитывать и оптимизировать показатели при условии внедрения различных вводных.
Модель разработки графиков ТО и Р
На основе проанализированных методик была разработана модель, использующая все преимущества этих систем.
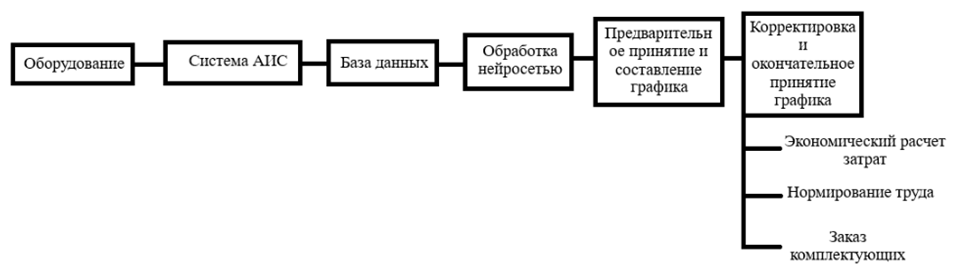
Рис. 2. Планирования работ по ТО, Р и ППР
Модель выполнена в виде блок-схемы, все основные этапы заключены в прямоугольники, подпроцессы своими блоками не обладают, однако являются важным этапом в планировании и разработке ППР.
Стандартный план ППР может выполняться по следующему алгоритму:
- Выбирается группа оборудования, которая должна подвергаться ППР, данная группа может формироваться мастером-механиком или ответственным за проведение обслуживания и ремонтом лицом.
- С выбранной группы оборудования приходят данные, которые заносятся в базу. Данные могут послужить площадкой для обучения нейросети, а также использоваться в рабочих или производственных задачах.
- На основе полученных и анализированных ранее данных натренированной на конкретную, узкоспециализированную задачу нейросети дается промт по созданию графика ППР, который использует алгоритмы анализа, математического моделирования, статистики и т. д.
- Далее план изучается главным механиком и в случае необходимости корректируется.
- После подтверждения плана главным механиком идет оценка экономических затрат при простое оборудования, расчет норм-часов рабочих, вспомогательных материалов и ГСМ. Далее формируется заказ на закупку необходимых деталей.
По итогу был получен алгоритм, который уменьшает кол-во расчетной работы, автоматически и дистанционно пополняет базу данных об оборудовании, уменьшает трудозатраты на выполнение задач, а также минимизирует производственные риски, позволяя эффективно планировать ППР в механообрабатывающих цехах.
