.png&w=384&q=75)
Introduction
Pigment red "Zh" is used in the paint and varnish industry for the production of general-purpose paints, artistic paints, and alkyd enamels.
For industrial production of pigment red "Zh," a method is used based on the coupling reaction of diazotized 4-nitroaniline with sodium 2-naphthol [1].
Process control for the production of pigment red "Zh" is complicated by the multi-stage, continuous-discrete nature of the main technological processes, their geographical distribution, and temporal isolation.
The problem of increasing the efficiency of the pigment red "Zh" production process can be solved by developing an automated process control system (APCS) for production and implementing specified process modes within it.
The relevance of this problem is determined by the need to develop an automated process control system (APCS) for production using modern hardware and software automation tools.
Materials and Methods
Azo pigments are a group of insoluble monoazo dyes and occupy a leading position among organic pigments of yellow, orange, and red shades [4].
These pigments are distinguished by a number of valuable properties:
- pure and bright color;
- high hiding power and intensity;
- resistance to light, atmospheric factors, and many chemical reagents.
The basic method for synthesizing azo pigments involves two steps:
- Diazotization of the amine.
- Combination of the resulting compound with naphthol.
Currently, azo pigment production is based on batch technology. Its key feature is that the process parameters constantly change over time, and their dynamics are virtually impossible to reproduce when repeating operations.
Structural formula:
 | (1) |
Empirical formula:
![]() , (2)
, (2)
Molar mass – 293.27 kg/mol.
Table shows the raw material consumption rates for the diazotization stage.
Table
Raw material consumption rates for the diazotization stage
Name of raw materials | Molar mass, kg/mol | Mass fraction, % | Weight, kg | Amount of substance, mol | Density kg/dm3 | Volume, l (dm3) | ||
tech. | 100% | |||||||
4-nitroaniline | 138.1 | 78.0 | 177.0 | 138.1 | 1.000 |
|
| |
Hydrochloric acid | 36.5 | 27.5 | 330.6 | 90.9 | 2.4904 | 1.137 | 290.8 | |
Sodium nitrite | 69.0 | 40.0 | 176.3 | 70.5 | 1.0217 | 1.299 | 135.7 | |
Water for technology | 18.0 |
| 2700 | 2700 |
| 1.000 | 2700.0 | |
Water for rinsing the device | 18.0 |
| 100 |
|
| 1.000 | 100.0 | |
Sulfamic acid | 97.0 | 86.0 | 2.5 | 2.1 | 0.0217 |
|
| |
The mathematical model can be represented as:
![]() , (3)
, (3)
Where x – vector of input coordinates; ![]() – vector of identifiable parameters;
– vector of identifiable parameters; ![]() – vector of parameters specified a priori.
– vector of parameters specified a priori.
Results and Discussion
To study the influence of input parameters on the key process indicator – the temperature of the reaction mixture – dynamic process characteristics were constructed. The method for obtaining them involved varying the input parameters within a range of ±20% relative to a certain initial value.
The results are presented graphically:
- Figure 1 shows graphs of changes in the concentrations of substances in the reactor;
- Figure 2 shows a graph of the dynamic characteristics of the controlled object.
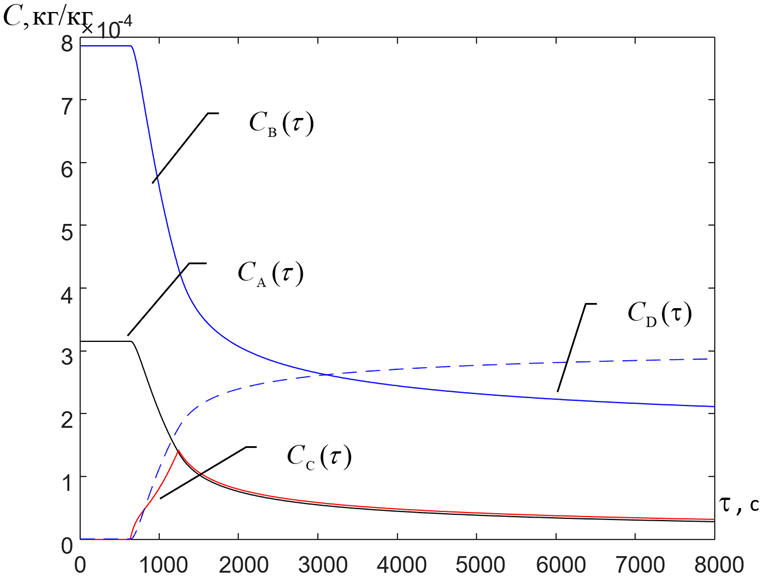
Fig. 1. Transient functions of the control object – changes in the concentrations of substances in the reactor
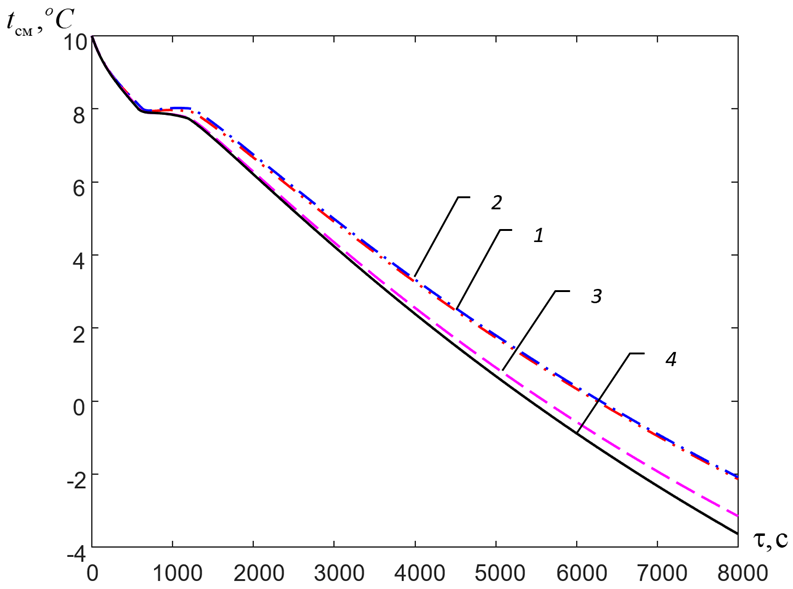
Fig. 2. Graphs of changes in the temperature of the reaction mixture for various combinations of input effects
![]() ;
;
![]() ;
;
![]() ;
;
![]() .
.
Figure 3 shows the structural diagram of the automated process control system for the production of red pigment “Zh”.
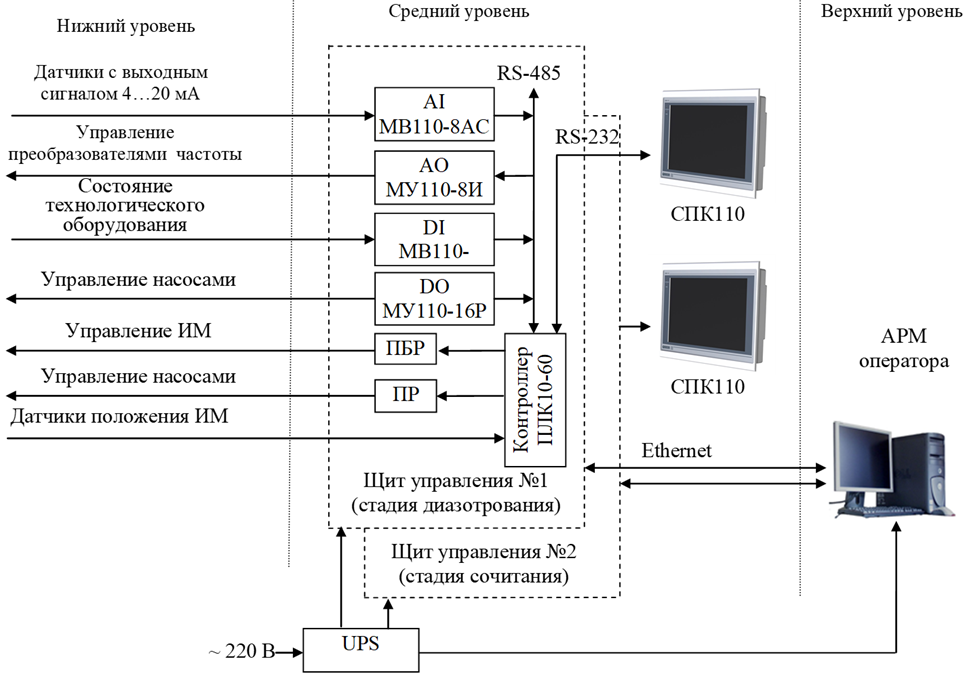
Fig. 3. Structural diagram of the automated process control system for the red pigment “Zh”
Figure 4 shows the "Technological Process" mnemonic diagram of the automated process control system operator workstation for the production of pigment red "G." The mnemonic diagram depicts the main equipment used in the production of pigment red "G." Instruments for monitoring key process parameters (liquid level, temperature, component quantities, and valve status) are also shown. Process information is archived on the hard drive and can be displayed as trends over a specified time period on the display.
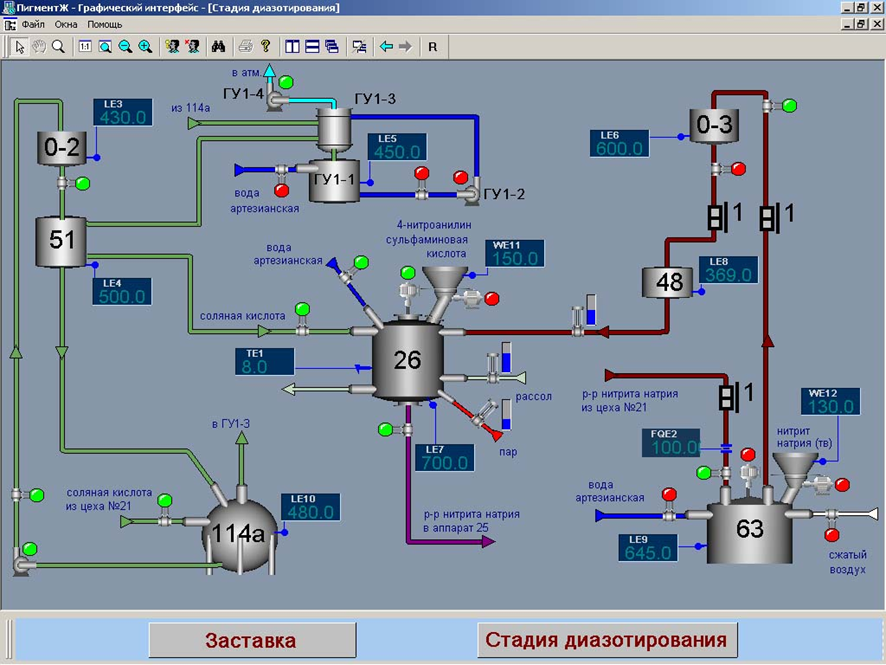
Fig. 4. Mnemonic diagram “Diazotization stage”
Conclusion
Based on an analysis of the current state of technology and research in the field of modeling and process control for the production of pigment red "G," the goal and objectives of the study were established.
A mathematical model of the Pigment Red "G" production process at the diazotization stage was developed, taking into account the characteristics of the feedstock.
Parametric identification of the developed mathematical model was conducted based on experimental data.
Simulation studies of the Pigment Red "G" production process at the diazotization stage were conducted.
The structure of the automated process control system for the production of Pigment Red "G" was selected, and an automated operator workstation was developed in the KRUG-2000 SCADA system.
