В условиях современного машиностроения, ориентированного на импортозамещение и гибкость производственных мощностей, предприятия РФ сталкиваются с необходимостью выбора между литьём по выплавляемым моделям и механообработкой при изготовлении корпусных деталей сложной геометрии. Отсутствие формализованных критериев для такого выбора зачастую приводит к неоптимальным решениям, которые выражаются в удорожании продукции, увеличении сроков изготовления и снижении адаптивности к изменениям рыночного спроса [1, с. 46-59].
Литьё по выплавляемым моделям традиционно считается предпочтительным для сложных форм, однако при малых сериях и жёстких требованиях к точности оно может уступать механообработке из-за высоких начальных затрат на оснастку и длительного подготовительного этапа. Механическая обработка из заготовки, несмотря на большой объём съёма материала, обеспечивает более предсказуемое качество и сокращает время на переналадку [2]. Эти противоречия подчёркивают актуальность разработки количественной методики, способной учитывать совокупность технологических и экономических факторов.
Целью данной работы является создание многокритериальной модели, которая бы позволяла по заданным параметрам детали – материалу, сложности геометрии и серийности – определять целесообразность замены литейной технологии на механообработку. Для достижения цели решаются задачи: системный анализ факторов эффективности обеих технологий применительно к корпусным деталям сложной формы; разработка системы критериев и математической модели для сравнительной оценки; анализ чувствительности модели и установление пороговых значений.
Сравнительный анализ производственных затрат и ограничений
При сопоставлении литья по выплавляемым моделям и механообработки из проката ключевое значение приобретает структура капитальных и переменных издержек. Литьё требует значительных первоначальных вложений в изготовление пресс-форм и модельной оснастки, однако при больших сериях удельные затраты на оснастку резко снижаются. Механообработка из заготовки, особенно на станках с ЧПУ, характеризуется высокими переменными издержками из-за существенного объёма съёма материала [3].
Для количественного анализа затрат применяется фундаментальная формула, позволяющая разложить себестоимость детали на составляющие [3, c. 9]:
![]() , (1)
, (1)
Где: Сзаг – себестоимость изготовления заготовки;
Смех – себестоимость механической обработки;
Суд.заг – удельная себестоимость заготовки средней сложности массой 1 кг;
Mз – масса заготовки;
E – объём съёма материала;
K1...K9 – коэффициенты, учитывающие сложность формы, серийность, точность и материал.
В этой модели литьё даёт меньшую массу заготовки и меньший съём материала, что снижает Смех, но требует учёта высоких значений коэффициентов на оснастку. Механообработка из проката, напротив, минимизирует K1–K3, но увеличивает Смех за счёт высоких значений E.
Технологические ограничения литья связаны с достижимой точностью размеров, которая часто не соответствует требованиям к корпусным деталям. Это приводит к необходимости дополнительных доводочных операций и увеличивает уровень брака из-за усадки, раковин или искажений формы. Механообработка обеспечивает высокую точность (до 6–7 квалитета), но её ограничением является длительность цикла при сложном контуре и значительный расход инструмента [4]. Комплексный учёт этих факторов требует формализованного подхода, поскольку «главным отличием технико-экономического анализа от экономической оценки является комплексный учет технических и стоимостных характеристик внедрения новых технологических решений» [5, c. 279].
Влияние геометрической сложности и серийности
Геометрическая сложность корпусных деталей оказывает прямое воздействие на трудоёмкость доработок при литье и объём съёма материала при механообработке. При литье высокая сложность конфигурации увеличивает количество операций по удалению литников, зачистке и исправлению дефектов, что повышает долю ручного труда и брака. В механообработке сложная геометрия требует многопроходной обработки и применения специализированного инструмента, что ведёт к росту времени резания [4].
Для деталей с глубокими полостями, тонкими стенками и сложными внутренними каналами литьё может потребовать дорогостоящей оснастки и многократных итераций, тогда как механообработка из цельной заготовки позволяет избежать проблем с усадкой и пористостью. Следовательно, оценка эффективности замены технологии должна учитывать не только номинальную трудоёмкость, но и вероятность брака, связанную с геометрией [6, с. 86-98].
Серийность выпуска определяет распределение затрат на оснастку и влияет на рентабельность. При мелкосерийном производстве высокая стоимость литейной оснастки делает механообработку более предпочтительной; в крупносерийном производстве литьё позволяет снизить переменные издержки. Для объективного сравнения необходимо применение подхода, учитывающего все стадии жизненного цикла продукта [7, c. 149]. Таким образом, серийность и геометрическая сложность совместно формируют экономический порог, при котором замена литья на механообработку становится целесообразной.
Система критериев оценки
Для обоснованного выбора между технологиями разработана система критериев, охватывающая четыре группы показателей: затратные, временные, качественные и рисковые (табл. 1). Выбор состава критериев учитывает специфику корпусных деталей – высокую геометрическую сложность и жёсткие допуски. Важно, что при определении значений уровней технологичности в расчёт принимаются снижение трудоёмкости изготовления и себестоимости детали, обусловленные только изменением конструкций детали и заготовки, материала и способа получения [8, c. 14], что позволяет абстрагироваться от внешних факторов.
Таблица 1
Система критериев оценки эффективности замены технологии
Группа | Критерий | Обозначение | Ед. изм. | Направление | Вес wi |
Затратные (Z) | Себестоимость заготовки | Сзаг | руб. | → min | 0,25 |
Себестоимость механообработки | Смех | руб. | → min | 0,20 | |
Затраты на оснастку | Сосн | руб. | → min | 0,10 | |
Временные (T) | Длительность цикла | Tцикл | ч | → min | 0,15 |
Время переналадки | Tпер | ч | → min | 0,05 | |
Качественные (Q) | Точность размеров | IT | квалитет | → min | 0,10 |
Шероховатость поверхности | Ra | мкм | → min | 0,05 | |
Рисковые (R) | Вероятность брака | Pбр | % | → min | 0,10 |
Разнородность критериев требует их нормализации. Применяется метод линейного приведения к безразмерной шкале [0; 1]: для минимизируемых критериев x̄i = (xi,max – xi) / (xi,max – xi,min). Веса wi получены экспертным методом анализа иерархий (МАИ) по результатам опроса пяти технологов машиностроительных предприятий.
Интегральный показатель и пороговые значения
Интегральный показатель эффективности E формируется как взвешенная сумма нормализованных критериев:
![]() , (2)
, (2)
Решение о замене литья на механообработку принимается по пороговому правилу: если E > Eпорог, замена целесообразна. Пороговые значения установлены с учётом серийности и геометрической сложности (табл. 2).
Таблица 2
Пороговые значения интегрального показателя Eпорог
Серийность | Простая геометрия (≤3 осей) | Средняя сложность (4–5 осей) | Высокая сложность (>5 осей) |
Единичное (1–10 шт.) | 0,35 | 0,45 | 0,55 |
Мелкосерийное (11–100 шт.) | 0,45 | 0,55 | 0,65 |
Среднесерийное (101–1000 шт.) | 0,55 | 0,65 | 0,75 |
Анализ чувствительности
Для оценки устойчивости модели проведён анализ чувствительности интегрального показателя к вариации входных параметров. Веса критериев варьировались в пределах ±15% от номинальных значений; оценивался относительный прирост E (рис.).
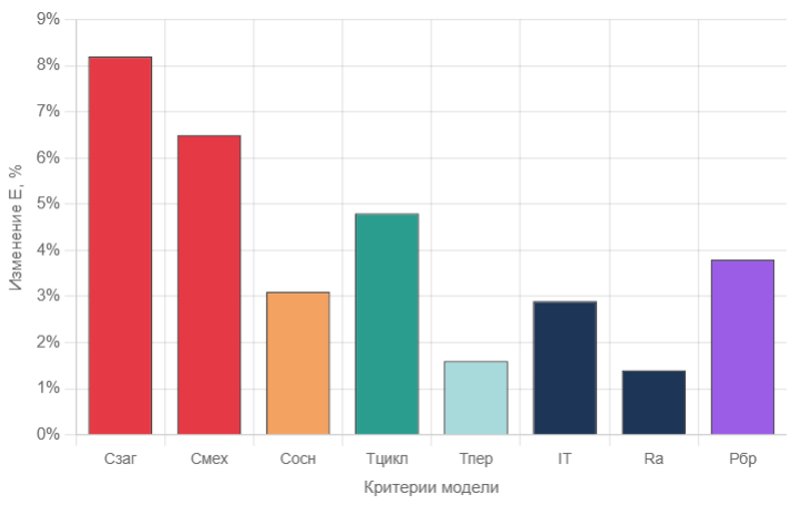
Рис. Анализ чувствительности интегрального показателя к вариации факторов
Наибольшее влияние на E оказывают себестоимость заготовки (прирост E на 8,2%) и себестоимость механообработки (6,5%). Наименее чувствительны модель к вариации шероховатости (1,4%) и времени переналадки (1,6%). Это подтверждает корректность назначенных весов и указывает на критические параметры, требующие особо тщательного сбора данных. Анализ реализован с учётом стохастической природы части параметров; для моделирования неопределённости применялся метод Монте-Карло с числом итераций N = 104 [6, с. 86-98].
Заключение
Разработана многокритериальная модель выбора между литьём по выплавляемым моделям и механообработкой для корпусных деталей сложной геометрии. Модель включает четыре группы критериев (затратные, временные, качественные, рисковые), процедуру нормализации и взвешенную аддитивную свёртку в интегральный показатель эффективности E. Установлены пороговые значения Eпорог, дифференцированные по серийности и геометрической сложности.
Анализ чувствительности выявил доминирующее влияние себестоимости заготовки и механообработки на итоговое решение, что согласуется с производственной практикой. Полученная модель формирует аналитическую базу для обоснованного выбора технологического маршрута. Перспективы развития связаны с автоматизацией расчётов и интеграцией в САПР ТП.
