
Введение
Современные промышленные предприятия эксплуатируют значительный парк вращающегося оборудования: электродвигатели, насосы, компрессоры, редукторы. Внезапные отказы этих агрегатов приводят к незапланированным простоям и существенным экономическим потерям. По данным ряда исследований, до 70% отказов вращающегося оборудования сопровождаются характерными изменениями вибрационных сигналов задолго до момента разрушения [1]. Это делает вибродиагностику наиболее перспективным методом раннего обнаружения дефектов.
Традиционные методы вибрационного контроля требуют участия высококвалифицированного персонала и носят периодический характер. Применение методов машинного обучения позволяет автоматизировать процесс распознавания дефектов, перейти к непрерывному мониторингу и реализовать концепцию предиктивного технического обслуживания. В настоящей работе предложена архитектура интеллектуальной системы мониторинга, ориентированной на практическое применение в условиях промышленного производства.
Методы и средства диагностики
Основой системы является анализ вибрационных сигналов в частотной области. Быстрое преобразование Фурье (БПФ) позволяет выделить частотные составляющие, характерные для различных типов дефектов. Дефекты подшипников проявляются на частотах перекатывания тел качения (BPFI, BPFO), дисбаланс ротора – на оборотной частоте и её гармониках, расцентровка – на удвоенной оборотной частоте [2].
Для автоматической классификации дефектов применяются алгоритмы машинного обучения. В настоящей работе исследованы следующие подходы:
- метод опорных векторов (SVM) для бинарной классификации «норма/дефект»;
- нейронная сеть с длинной краткосрочной памятью (LSTM) для анализа временных рядов;
- алгоритм случайного леса (Random Forest) для многоклассовой классификации типов дефектов.
Признаковое пространство формируется на основе статистических характеристик сигнала во временной области (среднеквадратическое отклонение, эксцесс, пик-фактор) и амплитудных значений спектральных составляющих, соответствующих диагностическим частотам.
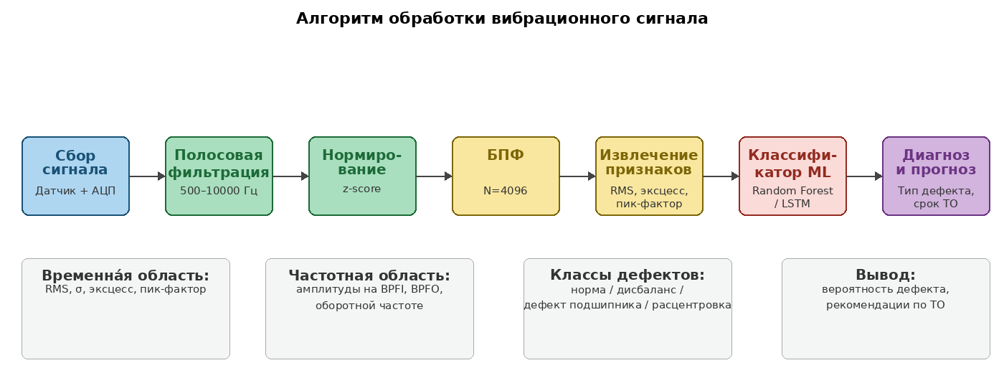
Рис. 1. Алгоритм обработки вибрационного сигнала
Архитектура системы
Предлагаемая система состоит из трёх функциональных уровней. На нижнем уровне расположены пьезоэлектрические датчики вибрации, установленные на корпусах подшипников контролируемых агрегатов. Аналоговый сигнал оцифровывается 16-разрядным АЦП с частотой дискретизации не менее 25,6 кГц, что соответствует рекомендациям стандарта ISO 10816.
Средний уровень реализован на промышленном контроллере и выполняет задачи первичной обработки: фильтрацию, нормирование, вычисление БПФ и формирование вектора признаков. Передача данных на верхний уровень осуществляется по протоколу OPC UA, что обеспечивает совместимость с существующими АСУ ТП предприятия.
Верхний уровень представляет собой серверное приложение, реализующее модули хранения данных, инференса обученных моделей машинного обучения и визуализации. Оператор получает информацию о текущем техническом состоянии оборудования через веб-интерфейс с указанием вероятности наличия каждого типа дефекта и рекомендуемого срока проведения технического обслуживания.
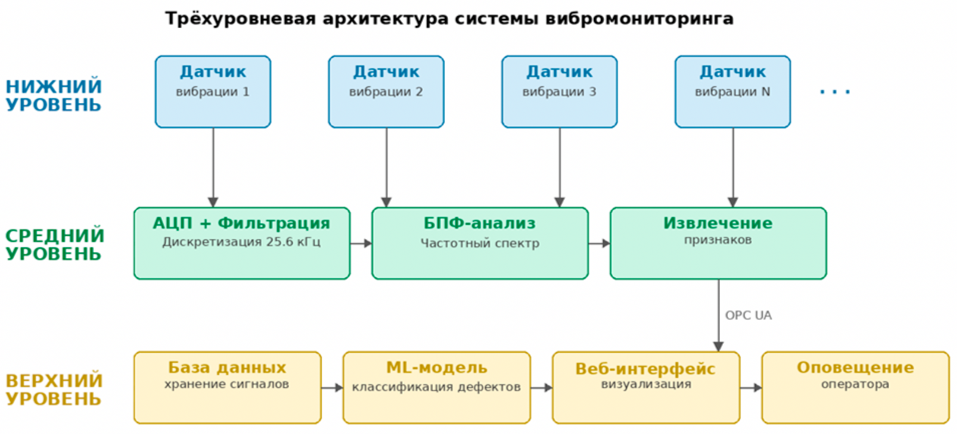
Рис. 2. Трёхуровневая архитектура системы вибромониторинга
Экспериментальная проверка
Для обучения и проверки моделей использован открытый набор данных CWRU Bearing Data Center (Case Western Reserve University), содержащий записи вибрации подшипников в нормальном состоянии и с искусственно созданными дефектами четырёх типов: дефект внутреннего кольца, дефект наружного кольца, дефект тела качения и дефект сепаратора [3, с. 100-131].
Обучение проводилось на 70% выборки, тестирование – на оставшихся 30%. Сравнительные результаты классификации по метрике точности (accuracy) приведены в таблице.
Таблица
Точность классификации дефектов подшипников
Метод классификации | Точность, % |
Метод опорных векторов (SVM) | 91,4 |
Случайный лес (Random Forest) | 94,7 |
Нейронная сеть LSTM | 97,2 |
Наилучший результат показала нейронная сеть LSTM: точность классификации составила 97,2%, что свидетельствует о высокой эффективности предложенного подхода. Метод случайного леса обеспечил точность 94,7% при значительно меньших вычислительных затратах, что делает его предпочтительным для встроенной реализации на промышленном контроллере.
Заключение
В статье представлена архитектура интеллектуальной системы мониторинга технического состояния оборудования, основанной на анализе вибрационных сигналов и алгоритмах машинного обучения. Разработанная трёхуровневая структура обеспечивает непрерывный сбор данных, их обработку в реальном времени и своевременное информирование персонала о развивающихся дефектах.
Экспериментальная проверка на наборе данных CWRU подтвердила высокую точность классификации (до 97,2% для модели LSTM). Перспективами дальнейших исследований являются тестирование системы на реальном производственном оборудовании, расширение базы диагностических признаков за счёт акустической эмиссии и токовых сигналов, а также разработка адаптивных моделей, учитывающих изменение режимов работы агрегатов.
