Наиболее распространенные способы термической обработки характеризуется следующими технологическими параметрами; температурой нагрева Тт.о, временем выдержки при температура нагрева скоростью нагрева и скоростью охлаждения.
Существуют простые и более сложные способы термической обработки, состоящие из прерывистых ступенчатых нагревов или охлаждений с выдержками при двух и более температурах нагрева. Наконец, известны и многократные термические обработки, примерами которых являются закалка и отпуск, двойная и тройная закалка с отпуском, двойная нормализация и отпуск и т.д. Эти многократные термообработки принципиального отличия от одноразовых не имеют, хотя они часто позволяют получать металл с удовлетворительными свойствами для конкретных условий эксплуатации, итак, несмотря на различия, всем способам термообработки свойственны три стадии: нагрев, выдержка и охлаждение.
Сформулированная задача сейчас решается в основном путем совмещения термической обработки с упрочнением от наклепа. На этой основе разработаны такие новые методы упрочнения металлов и сплавов, как механико-термическая обработка (МТО) и термомеханическая обработка (ТМО). Различие этих обработок состоит в том, что в первом случае вначале дают механическое упрочнение пластическим деформированием и затем производят термическую обработку, а во втором механическое упрочнение осуществляется в процессе термической обработки. Применение МТО и ТМО к металлическим материалам дает положительные результаты, повышая уровень прочности обрабатываемого материала, Однако МТО и ТМО не нашли еще широкого применения в производстве в силу их технологической сложности.
Результаты исследования процесса термоциклической обработки на полупромышленных и промышленных печах показали, что циклические изменения температуры и состава печной атмосферы способствуют значительному улучшению структуры диффузионного слоя и сердцевины, а также повышению механически свойств стали.
Стойкость деталей, работающих в условиях ударных нагрузок, в основном определяется ударной вязкостью сталей, а термоциклическая обработка позволяет значительно ее повысить. ТЦО при борировании приводит к увеличению ударной вязкости углеродистой стали в 1,5…2,3 раза по сравнению с изотермическим борированием.
В работе исследовали влияние ТЦО на структуру, физические и механические свойства сталей 20 и 20Х. Термоциклирование проводили в лабораторной печи СШОЛ 1.1,6/12- М3- У4.2 в воздушной атмосфере без подачи технологических газов. Предполагали, что по полученным результатам можно оценить свойства сердцевины изделий подвергаемых химико-термической обработке.
Образцы нагревали и охлаждали со скоростью 3…4 град/мин. физические и механические свойства образцов после ТЦО сравнивали со свойствами, полученными после термической обработки с изотермической выдержкой при температуре, разной верхней температуре термоциклирования. Для сравнения изотермической обработки подвергали также образцы стали 12Х2Н4А. Химический состав исследованных сталей приведен в табл. 1.
Таблица 1
|
Сталь |
Содержание элементов, масс.% | ||||
|
С |
Mn |
Si |
Cu |
Ni | |
|
20X 20 12 |
0,20 0,17 0,14 |
0,62 0,46 0,43 |
0,21 0,24 0,22 |
0,80 0,07 1,47 |
0,15 0,16 3,6 |
Верхняя температура термоциклирования составляла 880 оС. В процессе ТЦО образцы нагревали и охлаждали без выдержек. Продолжительность ТЦО 3 ч, изотермической – 4 ч. Образцы закаливали в масле или в воде от 880 оС. Образцы для исследования ударной вязкости после ТЦО отпускали при 180 оС 2 ч.
Результаты исследования показали, что после ТЦО ударная вязкость сталей 20 и 20Х значительно увеличивается при некотором уменьшении твердости (табл.2).
Таблица 2
|
Сталь |
Охлаждение после термической обработки |
а1, МДж/м2 |
HRC |
|
20 |
В воде |
0,45/1,15 |
32/26 |
|
20X |
0,4…0,5/1,1…1,2 |
45/45 | |
|
В масле |
0,6/1,3 |
36/34 |
Ударная вязкость при различных температурах испытаний образцов стали 20Х после ТЦО и после изотермической обработки приведена ниже.
Механические свойства стали 20Х после ТЦО практически также же, как стали 12Х2Н4А после изотермической обработки (табл.3).
Таблица 3
|
Сталь |
Термическая обработка |
σB |
σ0,2 |
δ |
ϕ |
а1, МДж/м2 |
|
МПа |
% | |||||
|
20Х |
Изотермическая ТЦО |
1030 1270 |
870 1170 |
12 14 |
50 55 |
0,6 1,3 |
|
12Х2Н4А |
Изотермическая |
1200 |
1100 |
15 |
60 |
1,0 |
Примечание: Охлаждение при обработке по всем режимам масле.
В результате ТЦО значительно уменьшается размер аустенитного зерна, а также устраняется разнозернистость (рисунок), которая, наблюдается после изотермической выдержки, что косвенно свидетельствует о более равномерном распределении отдельных зерен.
После охлаждения в воде при обеих обработок структура стали 20 представляла собой просто мартенсит и феррит, стали 20Х- мартенсит. После охлаждения в масле в структуре стали 20Х наблюдается бейнит и некоторое количество мартенсита.
После ТЦО в стали 20 увеличилось количество структурно-свободного феррита. После закалки в масле в стали 20Х тепловым травлением обнаружено около 5% структурно свободного феррита и, кроме того, наблюдается большее количество бейнитной составляющий, чем после изотермической обработки.
Очевидно, подобные изменения в структуре сталей после ТЦО также способствовали повышению ударной вязкости.
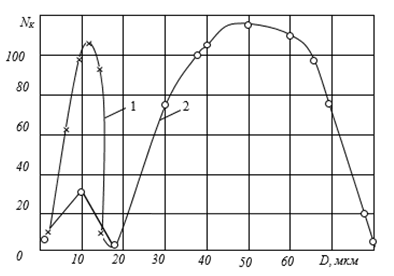
Рис. Распределение зерен аустенита в стали 20Х (Nk – число зерен данного размера в единице объема): 1 – после термоциклической обработки; 2 – после изотермической обработки
Проведенный анализ исследования показали:
- в результате термоциклирования величина знак остаточных напряжений первого рода несколько раз изменяются как у поверхности, так и в объеме образца;
- термоциклирование приводит к изменению размеров блоков и плотности дислокаций.
