Цель работы: провести анализ ложек из нержавеющей стали, с целью выявления качества и правдивости маркировки.
Анализу подвергались следующие изделия: первое-столовая ложка производство- СССР, а второе –столовая ложка, производство – Китай.
Использовалось следующее материалы: Раствор с массовой долей хлористого натрия 1 %, термометр, термостатическое устройство, стеклянный сосуд, увеличительное стекло, динамометр, магнит.
Согласно заявлениям производителей, ложки имеют следующие характеристики:
Образец № 1
Производство – СССР.
Тип – ложка.
Вид –столовая.
Материал ложки – нержавеющая сталь.
Маркировка: Нерж
Емкость– 15 мл.
Длина – 210 мм.
Образец № 2
Производство – Китай.
Тип – ложка.
Вид –столовая.
Материал ложки – нержавеющая сталь.
Маркировка: Нерж
Емкость– 15 мл.
Длина – 142 мм.
Проведём проверку на прочность:
Столовое изделие из нержавеющей стали не должно иметь остаточную деформацию более 1 мм в месте прикладывания нагрузки.
Укладываем изделия на плоскую поверхность таким образом, чтобы самая высокая точка рукоятки была направлена вверх, и прикладываем нагрузку 7 H на 1 см длины, прикладываем силу в течение 10 с.
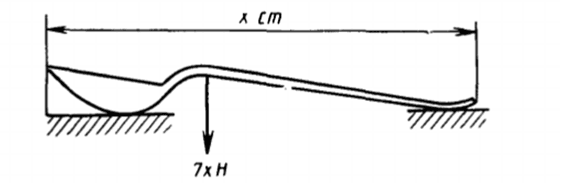
Таким образом, изделие №1 не деформировалось, а изделие №2 проявило остаточную деформацию в 3 мм.
Испытание коррозионной стойкости
Ход эксперимента:
Образцы периодически погружаем в раствор с массовой долей хлористого натрия 1 %
Поддерживание температуры – 60 °С.
Длительность:6 часов
Визуально определяем размеры появившихся коррозионных раковин.
1. Промываем образцы в горячей мыльной воде, обезжириваем.
2. Заполняем сосуд раствором хлористого натрия в расчете, чтобы на каждый квадратный дециметр площади образца из нержавеющей стали приходился литр раствора.
3. Доводим температуру сосуда и его содержимого до 60°С. *
*Помещаем сосуд с раствором, в заполненную водой ванну, в которой поддерживается температура воды 60° С
**уровень воды в ванне совпадает с уровнем раствора в погруженном сосуде.
4. Полностью погружаем и выниманием образцы раствора с периодичностью два раза в минуту в течение 6 ч.
5. Тщательно промываем образцы
6. Оцениваем размеры коррозионных раковин и длину трещин визуально с помощью увеличительного стекла
Итог:
Изделие № 1 – были обнаружены мелкие коррозионные раковины и трещины в малом количестве.
Изделие №2 – на изделии появились мелкие трещины и большое количество коррозионных раковин.
Проведем испытание магнитом:
С помощью магнита можно определить нержавеющую сталь. Аустенитные и аустенитно-ферритные сплавы с высоким содержанием хрома и никеля. Нержавеющая сталь-не магнитит.
Изделие № 1 и № 2 не магнитят.
Проба на искру
Проба на искру показала, что разное содержание углерода, железа и легирующих элементов, влияет на искровой поток. Оба изделия имеют маркировку нержавеющая сталь, но искровой поток различен.
Изделие №1 – поток средней плотности, при этом искры у основания соломенно-желтые, а на конце белые.
Изделие номер №2 – поток маленькой плотности, светло-желтый поток искры.
Вывод. Проведя исследование качества и правдивости маркировки, было выяснено, что более качественным и соответствующим всем характеристика ГОСТ является образец №1, образец №2 вызывает сомнения в качестве нержавеющей стали.
