В зимние периоды на анодном производстве Филиала АО «РУСАЛ УРАЛ» в Волгограде «ОК РУСАЛ Волгоградский Алюминиевый завод» («РУСАЛ-Волгоград) начали отмечаться случаи «разваливания» обожжённых анодов в поперечном сечении. Разрушение обожжённых анодов происходит в любой период времени с момента его выгрузки из камеры (в клещах кранов-штабелеров, в клещах кранов-технологов, на линии очистки анодов, при хранении в штабеле; при проведении погрузо-разгрузочных работ в Отделении Обжига (ОО) и на Складе Готовой Продукции (СГП)).
Примеры разваливания анодов приведены ниже (рис. 1).


Рис. 1. Разваливание анодов
Прослеживается четкая зависимость сезонного роста дефектных анодов по поперечным трещинам и трещинам в н/г (различной ориентации. Наиболее часто встречающиеся виды трещин изображены ниже (рис. 2).
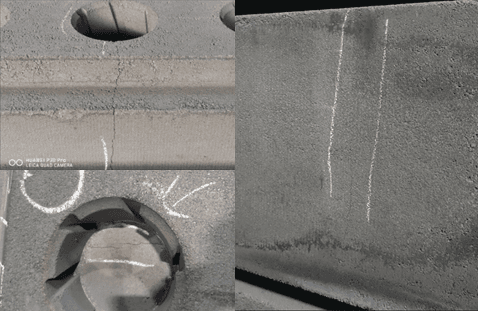
Рис. 2. Образование вертикальных трещин и трещин в ниппельных гнездах анодов
Распределение дефектов на поверхности анода изображено ниже (рис. 3).
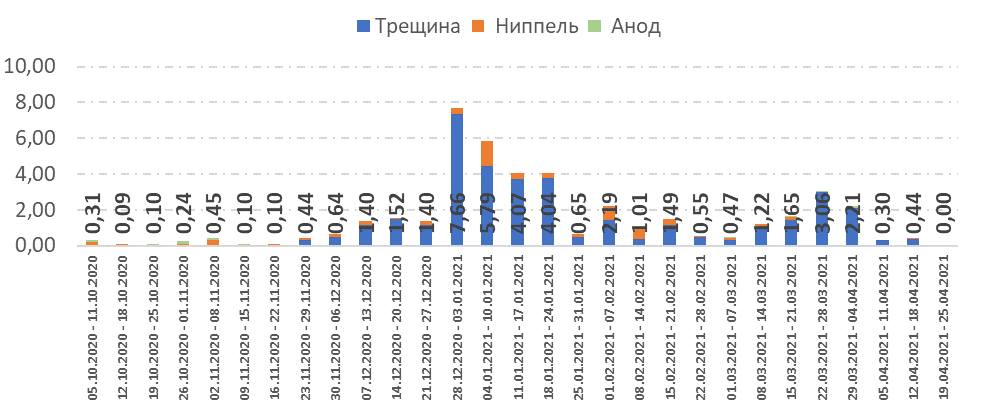
Рис. 3. Процентное распределение дефектов на поверхности анода
Зависимость сезонного роста дефектных анодов по поперечным трещинам и трещинам в ниппельном гнезде (различной ориентации) по всем печам Саяногорского Алюминиевого Завода (САЗ) менее выражена, но также есть. Но при этом средний уровень брака по данным дефектам в зимние месяца значительно ниже, чем на ВгАЗе – не более 2%. График появления бракованных анодов на САЗе изображено ниже (рис. 4).
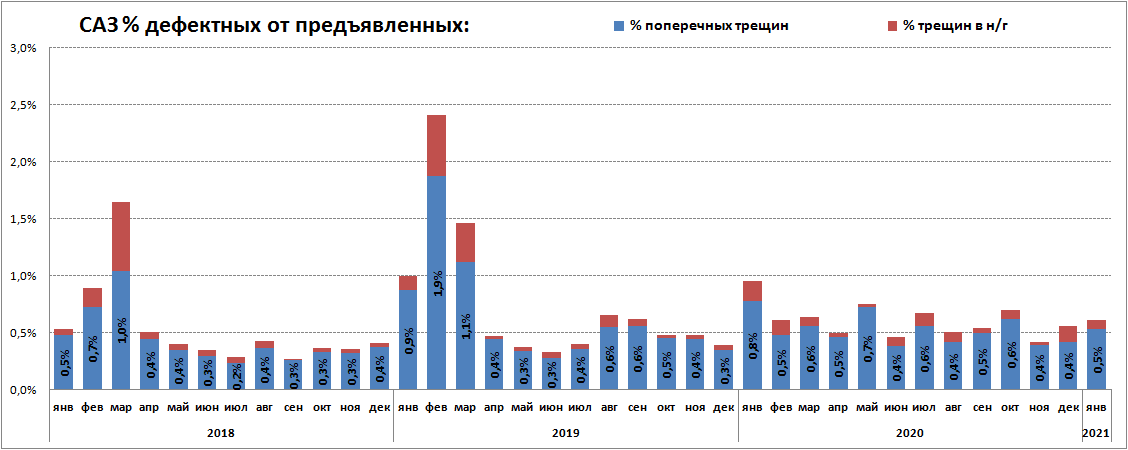
Рис. 4. Количество бракованных анодов на САЗе
Максимальная производительность пресса при работе двумя линиями – 576 т/сутки, а производительность печи обжига – 290 т/сутки. Таким образом, пресс делает больше анодов, чем необходимо для печи обжига и спрессованные аноды необходимо складировать на буферном складе смесильно-прессового отделения или на складе зеленых анодов в отделении обжига. Время от прессования анода и до выгрузки из печи варьируется от 16 суток до 35 дней при полностью загруженном складе в отделении обжига. Распределение дефектов по партиям в процентах и отображение среднесуточной температуры указаны ниже (рис. 5).
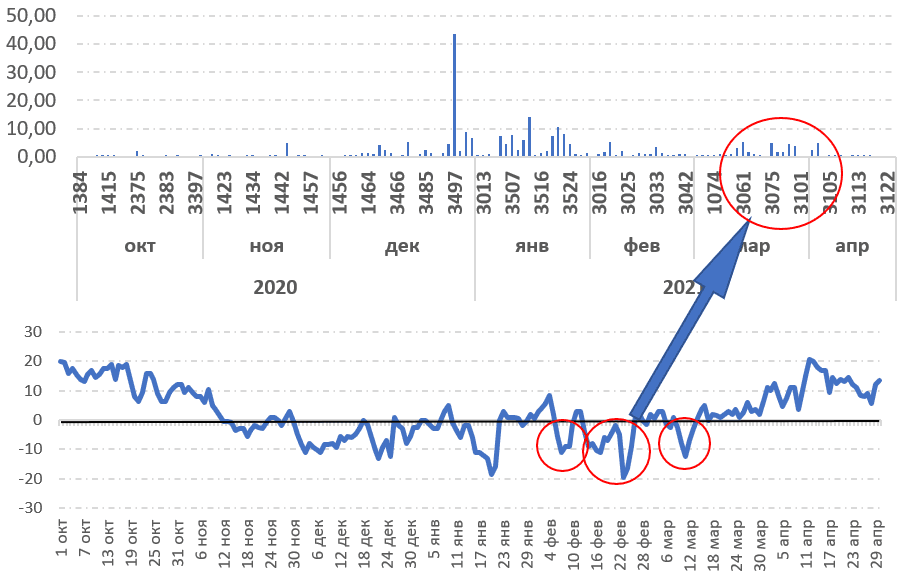
Рис. 5. Зависимость появления брака от среднесуточной температуры
По графикам с января 2021 заметна следующая тенденция: аноды, прессованные при среднесуточной температуре ниже нуля, имеют большее количество дефектов. Так, выделенные три партии спрессованы в 6,7 и 10 неделю 2021 года, когда среднесуточная температура окружающей среды опускалась ниже -10°C.
Упрощённо описать процесс производства обожженных анодов алюминиевых электролизёров можно следующим образом [2, с. 22]:
1. Производство анодной массы:
- приготовление сухого состава путем помола и просеивания анодных огарков, дробления, дозирования по определенным рецептам кокса;
- нагрев на линии смешения сухого состава и последующее смешивание с каменноугольным пеком.
2. Прессование массы:
- формирование анодных блоков из зеленной массы путем прессования под вибрацией.
3. Обжиг анодов:
- обжиг анодов в печи обжига, для изменения структуры анодной массы.
4. Установка токоподводящих стержней в ниппельные гнёзда анода:
- вставление стального штыря и его фиксация чугуном.
Для разрыва анода в вертикальном направлении необходимо воздействие растягивающих напряжений в горизонтальной плоскости. Такие напряжения могут создаваться несколькими механизмами, независимыми друг от друга. В таком случае особенно важно анализировать проблемы раздельно с целью определения влияния от каждого источника.
Разрушение анодов происходит до отправки в электролизный цех. И в связи с тем, что процесс производства анодной массы для анодов производится по одному рецепту круглогодично на протяжении долго времени и наблюдается четкая связь между появлением трещин и изменением погодных условий, необходимо искать возможные причины появления трещин в анодах в процессе прессовании анодной массы в блоки и при обжиге анодов.