К авиационным зубчатым передачам предъявляются все более высокие (и порой противоречивые) требования в отношении их несущей способности и долговечности, обусловленные задачей создания надежно работающих передач минимальных габаритов и массы. Однако, существующие стандартные методы расчета зубчатых передач еще не достигли того совершенства, чтобы точно определять параметры зацепления, необходимые для работы передач при рабочих режимах.
Поэтому, имеет место стремление проектировать передачи с предельно возможными для серийного производства нормами геометрической точности (особенно профилей зубьев), стабильное выполнение которых вызывает значительные технологические трудности и затраты времени наряду с необходимостью использования прецизионного оборудования и высокими требованиями к условиям производства. Таким образом, необходимо находить такие конструктивно-технологические решения, которые в максимальной степени удовлетворяли бы и разработчиков, и производителей авиационных зубчатых передач.
Поводом для проведения работы послужило возникновение дефектов в виде надиров и заеданий, появлявшихся при работе зубчатых зацеплений передач повышенного ресурса. Анализ этих дефектов привел к выводу, что основной причиной их появления является проявление работы продольных кромок зубьев, возникающее в зоне перезацепления зубьев при рабочих нагрузках передачи. В то же время применяемые методы расчета прочности зубчатых передач никак не учитывают работу кромок зубьев, а технология их окончательной обработки до настоящего времени предусматривает ручное скругление и полировку, что не может стабильно обеспечивать размеры и качество их обработки.
С теоретической точки зрения контакт в сопряженной геометрически точной эвольвентной передаче, при отсутствии погрешностей основного шага, должен проходить по линии зацепления участками эвольвентных поверхностей зубьев. Если рассмотреть схему зацепления при работе под нагрузкой (рис. 1), то окажется, что в реальной зубчатой паре, даже при отсутствии погрешностей основного шага при изготовлении (т.е. у идеально геометрически точно изготовленной передачи), эта погрешность возникает как у шестерни, так и у колеса. За счет деформации зубьев в зоне однопарного зацепления (точка 1) у шестерни основной шаг из-за изгиба зуба уменьшается, а у колеса увеличивается.
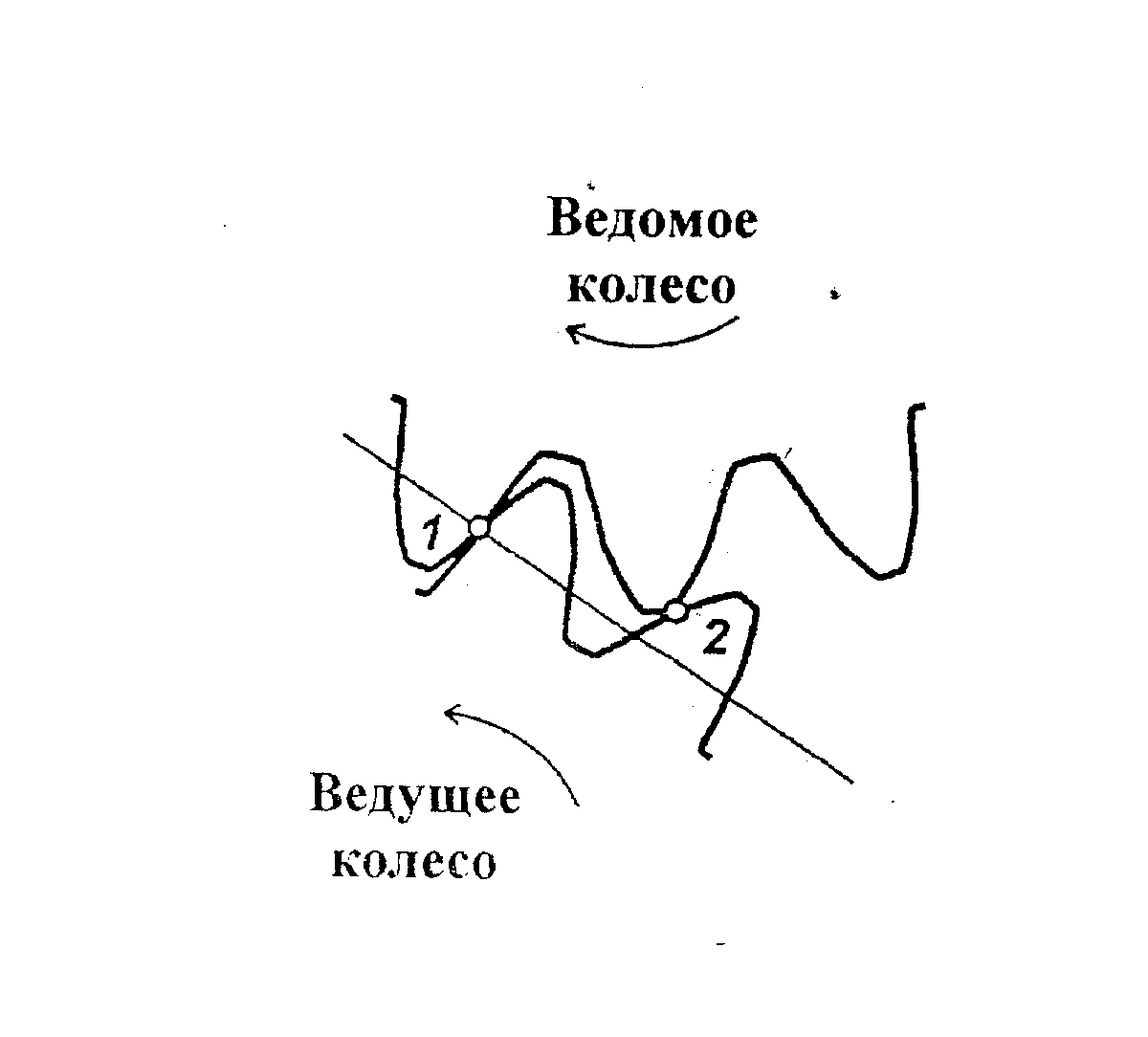
Рис. 1. Схема зацепления геометрически точных зубчатых колес в фазе перезацепления под нагрузкой
В этом случае контакт профилей последующих зубьев, входящих в зацепление (точка 2), происходит не по линии зацепления, не между рабочими участками эвольвентных поверхностей, а между кромкой зуба ведомого колеса и эвольвентной поверхностью шестерни на ножке зуба. Это, как можно предположить, и приводит к повышению контактных нагрузок вследствие интерференции поверхностей зубьев с нарушением пленки масляной смазки в зоне наименьших радиусов кривизны и наибольшего относительного скольжения, т.е. в наиболее неблагоприятной зоне.
Для подтверждения результатов анализа зацепления был проведен ряд экспериментов, один из которых рассмотрен ниже.
Сначала была изготовлена экспериментальная пара эвольвентных сопряженных зубчатых колес (m=3,5мм, a=25°, z1=23, z2=30 c заданной точностью, см. протокол измерения – рис. 2) и испытана на рабочих режимах двигателя в течение времени, достаточного для полного проявления дефекта.
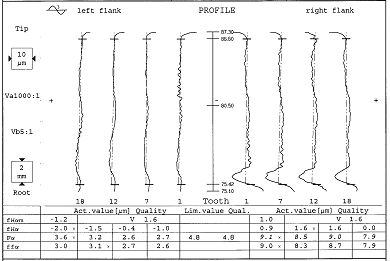
Рис. 2. Эвольвентограммы геометрически точной шестерни: а – после изготовлении, б – после испытаний на рабочих режимах
На рисунке 2 указаны следующие геометрические показатели точности зубчатого колеса:
fHa – отклонение угла профиля зуба;
Fa – суммарная погрешность профиля зуба;
ffa – погрешность формы профиля зуба;
Ca – величина модификации профиля зуба.
Результаты контрольных измерений профилей зубьев шестерни до и после испытаний показаны на рисунке 2. В полном соответствии с сделанными предположениями, видно, что на ножках эвольвентных рабочих (правых) профилях зубьев шестерни z1=23, по сравнению с исходными (левыми, нерабочими), образовалась выработка с средним значением глубины ffa= 8,5мкм., а геометрическая точность профиля (Fa), оцениваемая по нормам стандарта, стала соответствовать седьмой степени.
При продолжении эксперимента, полученная величина выработки была принята как критерий суммарной деформации зубьев пары под нагрузкой.
Такой характер выработки профиля зубьев недопустим, т.к. на ножке зубьев возникает концентратор напряжений, могущий вызвать прогрессирующие дефекты поверхностей зубьев – заедание, выкрашивание или излом зубьев.
Известно, что модификация формы профилей контактирующих зубьев улучшает плавность работы передачи, уменьшает (исключает) участие кромки зубьев в зацеплении. Но это при условии правильного выбора вида и величины модификации. В противном случае модификация, наоборот, может вызвать ухудшение плавности работы передачи под нагрузкой.
Далее, эвольвентные профили зубьев шестерни, с целью отвода поверхности ножки шестерни от кромки зуба колеса, были доработаны по форме плавной симметричной модификации, примерно равной половине величины суммарной деформации зубьев (половине глубины выработки), то есть с величиной модификации Сa =4,8мкм (рис. 3, правые, рабочие профили).
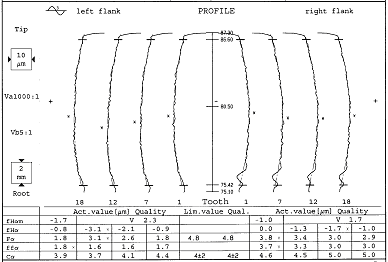
Рис. 3. Эвольвентограммы зубьев шестерни с плавной симметричной модификацией после испытаний на рабочих режимах
В результате контрольных измерений профилей зубьев шестерни, после таких же испытаний, как и в первом случае, на ножках рабочих (правых) профилей зубьев шестерни, как видно на рис.3, вновь образовалась выработка с средним значением ffa= 3,3мкм., то есть практически равной остаточной величине суммарной деформации зубьев не скомпенсированной с помощью модификации.
Проведенными аналогичными экспериментами по влиянию взаимного отвода профилей головок (кромок колеса) и ножек зубьев (шестерни) различных пар зубчатых колес показано, что выработка, полученная при испытании пары сопряженных эвольвентных зубчатых колес на рабочих режимах, соответствует суммарной деформации зубьев, которая может быть скомпенсирована введением модификации профилей зубьев частично, за счет одного из колес пары как в описанном эксперименте, или полностью, при модификации профилей зубьев и шестерни и колеса.
Таким образом, данный экспериментальный способ, наряду с расчетными и экспериментальными, описанными в литературе, может быть использован для назначения вида и параметров модификации.
Однако, вполне вероятно, что для определенных пар зубчатых колес симметричная (одинаковая) модификация профиля по головкам и ножкам зубьев не будет являться оптимальной. На рисунке 4 показан вариант модификации, при котором профиль ведомого колеса выполняется по рисунке 4а, а ведущего по рисунку 4б, позволяющий компенсировать возникающие под нагрузкой систематические и переменные погрешности зацепления не только за счет величины модификации Сa, но и изменения угла профиля fHa.
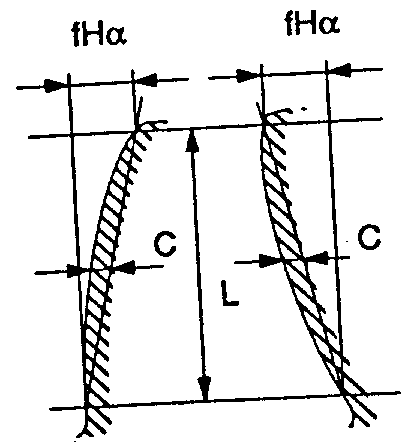
Рис. 4. Вид модификации профилей зубьев: а – ведомого зубчатого колеса, б – ведущего зубчатого колеса
В конечном итоге каждая пара зубчатых колес должна иметь свою оптимальную модификацию по виду и параметрам, в зависимости от назначения передачи и условий ее работы.
Проведенная работа позволяет сделать серьезные выводы:
- сопряженные эвольвентные зацепления зубчатых колес не являются наилучшими по несущей способности;
- продольные кромки зубьев являются неотъемлемой частью рабочего профиля;
- существующие стандартные методы расчета сопряженных зацеплений не учитывают особенности работы зубчатых колес в фазе пересопряжения зубьев при кромочном контакте, которая (фаза) является наиболее опасной;
- для авиационных зубчатых передач основной должна быть не геометрическая, а функциональная точность работы под нагрузкой;
- для авиационных зубчатых передач модификация зацеплений должна являться обязательной для достижения максимальной несущей способности.
