Введение. Качество поверхности деталей машин определяется совокупностью характеристик шероховатости и волнистости, физико-механических, химических свойств и микроструктуры поверхностного слоя, образованного под воздействием силового, теплового и химических факторов в процессе обработки [1, с.305]. При существующей тенденции повышения производительности шлифования путем увеличения скорости резания проявление неуравновешенности центробежных сил инерции шлифовального шпинделя становится более значимым. Поэтому важно влияние вынужденных колебаний станка, вызываемых неуравновешенностью шлифовального шпинделя, на качество обрабатываемых деталей.
Объекты и методы исследований. При проведении указанных исследований использовался круглошлифовальный станок 3Б151. Использовался шлифовальный круг 64С25СТ1(GCF60 0) ПП 600Х63Х305 ГОСТ 2424-83 (рис. 1).



Рис. 1. а) станок 3Б151, б) деталь в процессе шлифования, в) шлифовальный круг
Скорость резания составляла 35 м/сек. Шлифование проводилось на наладке, при которой не соблюдалась кратность частоты вращения детали и возмущающей силы, так как в противном случае возникает некруглость величиной, значительно превышающей требования на изготовление деталей подобного вида.
Обрабатывалась деталь, восстановленная методом плакирования с использованием порошка ПР-НХ17СРЧ. Диаметр детали - 50мм, длина 30мм (рис. 2).




Рис. 2. а) исходная деталь, б) плакированная деталь, в) деталь с цилиндрической базой для измерения, г) прошлифованная деталь до нужного размера
Съем на диаметр составлял 0,1 мм. Шлифовальный круг предварительно уравновешивался и правился, затем вносилась с помощью грузов силовая или моментальная неуравновешенность известной величины. При каждом значении неуравновешенности шлифовалось непрерывным потоком по 7 деталей, но для выводов использовались данные измерений 5 деталей, средних в группе.
Горизонтальная вибрация опор шлифовального шпинделя регистрировалась виброметром 211SM с пьезоэлектрическими датчиками. Измерения делались в диапазоне 22,4-45 Гц с отчетом эффективного значения виброперермещений. Некруглость шлифованных деталей контролировалась на кругломере КД290, а шероховатость и волнистость на профилографе-профилометре.
Результаты и их обсуждение. Как показали эксперименты, при изменении силовой неуравновешенности до 180 кг (рис.3) некруглость деталей возросла с 2 до 3 мкм, волнистость с 0,7 до 3 мкм, шероховатость с 0,5 до 1 мкм, эффективное значение виброперемещений опор с 1 до 5 мкм.
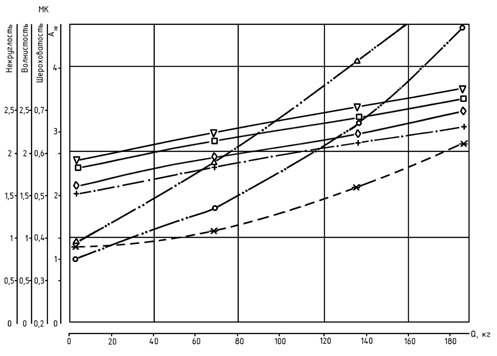
Рис. 3. Некруглость детали:  - заднего торца,
- заднего торца,  - переднего торца,
- переднего торца,  - среднего сечения, - - - волнистость детали, - · - · - шероховатость детали; эффективное значение виброперемещений опор со стороны:
- среднего сечения, - - - волнистость детали, - · - · - шероховатость детали; эффективное значение виброперемещений опор со стороны:  - ·· - входа деталей,
- ·· - входа деталей,  - ·· - выхода деталей
- ·· - выхода деталей
На рисунке 4 изображены графики, полученные при возрастании неуравновешенности шпинделя с кругом до 58 кгм. При этом значение некруглости возросло с 2 до 4 мкм, с 0,7 до 3 мкм. Шероховатости с 0,5 до 1 мкм, а эффективное значение виброперемещений опор с 1 до 4 мкм.
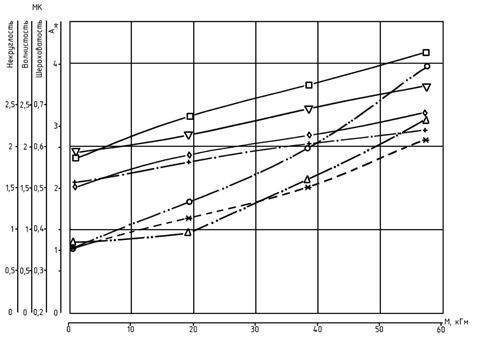
Рис. 4. Некруглость детали:  - заднего торца,
- заднего торца,  - переднего торца,
- переднего торца,  - среднего сечения, - - - волнистость детали, - · - · - шероховатость детали; эффективное значение виброперемещений опор со стороны:
- среднего сечения, - - - волнистость детали, - · - · - шероховатость детали; эффективное значение виброперемещений опор со стороны:  - ·· - входа деталей,
- ·· - входа деталей,  - ·· - выхода деталей
- ·· - выхода деталей
Следует отметить, что различные виды неуравновешенности создавались постановкой грузов равной величины, передвигаемых в специальных кольцевых паза.
Из сопоставления графиков рис.3 и рис.4 видно, что влияние силовой моментальной неуравновешенности на шероховатость и волнистость примерно одинаково. Моментная неуравновешенность привела к меньшим виброперемещениям опор, но одновременно увеличилась некруглость у среднего торца детали. Кроме того, сопоставление измерений некруглости, выполненных в трех сечениях, показало, что при моментной неуравновешенности разброс величин некруглости по длине деталей больше, а максимальная некруглость получается на переднем торце, а при силовой на задней. В том и другом случаях минимальную некруглость имеет среднее сечение детали.
Вычисления показывают, что амплитуда колебаний шпинделя, рассматриваемого как жесткий ротор на податливых опорах под действием приложенных сил неуравновешенности, на два порядка выше его возможных изгибных колебаний под действием тех же сил. Расчетная схема шпинделя как жесткого ротора хорошо согласуется с экспериментальными данными по измерениям виброперемещений опор при возмущениях моментной и силовой неуравновешенностью.
Заключение. Таким образом, можно сделать следующие выводы:
- Создание моментной и силовой неуравновешенностей с помощью одинаковых грузов, вызывает примерно одинаковое увеличение волнистости. При моментальной неуравновешенности зафиксировано меньшее увеличение виброперемещения опор, но большее – шероховатости и некруглости, при этом разброс некруглости по длине детали возрос и изменился характер ее распределения.
- Характер распределения некруглости по длине детали и ее увеличение при моментной неуравновешенности может быть объяснен на основании рассмотрения колебаний шлифовального круга и детали в процессе обработки и особенностями выхода детали из зоны резания.
- При сопоставлении влияния видов неуравновешенности по колебаниям кромки круга со стороны выхода деталей из зоны резания при моментной была получена некруглость большая, чем при силовой примерно на 20%, волнистость примерно на 30% и несколько более плохая шероховатость.
