
Задача
Классификация технических решений для модернизации испытательного оборудования в соответствии с разным уровнем бюджета.
Решение
Если опустить тот факт, что одной из целей модернизации является ремонт старого и сломанного оборудования, то главной задачей модернизации является автоматизация и увеличение точности измерения и управления. С целью удобства формирования классификации, в качестве объекта исследования будут испытательные универсальные машины:
Для начала разделим модернизацию на два вида:
1. Параллельная интеграция
1.1. Дополняется исходная конструкция параллельно уже имеющемуся оборудованию:
- датчики силы устанавливаются в рабочей зоне, в местах приложения усилия по средствам механических переходных конструкций. Датчики подключаются к блоку сбора данных. Текущее значение усилия отображается на экране монитора или индикаторе усилия блока сбора данных;
- датчики деформации, перемещения устанавливаются вне рабочей. Текущее значение деформации/перемещения отображается на экране монитора или индикаторе блока сбора данных.
1.2. На рабочем месте оператора установлен блок сбора данных. В состав блока входят два измерительных усилителя, которые преобразуют аналоговые сигналы датчиков усилия и деформации в цифровые сигналы. Цифровые сигналы, соответствующие текущему значению усилия, приложенного к образцу и текущему значению удлинения образца, поступают от блока сбора данных в персональный компьютер.
1.3. На персональный компьютер заказчика может быть установлена программа. При этом функции программы могут разниться, в достойном варианте это следующие возможности:
- ручной или автоматический режим сохранения данных;
- запись исходных данных для формирования протокола;
- настройка конфигурации и параметров измеряемых каналов;
- настройка количества отображаемых графиков, вида отображения и функциональной зависимости;
- сохранение начальных настроек в отдельный файл для последующего использования;
- построение таблиц, графиков в реальном масштабе времени в ходе проведения испытаний и после их окончания, а также сохранение данных в текстовом формате;
- набор математических инструментов для выполнения обработки данных (фильтрация, спектральный анализ, аппроксимации, передискретизация, пересчет по формулам);
- расчет механических характеристик (предела пропорциональности, предела упругости, предела текучести, условного предела текучести, модуля Юнга по диаграмме нагружения в полуавтоматическом и автоматическом режимах);
- калибровка каналов измерения; выставление начальных нулевых значений силы и деформации после выборки зазоров и люфтов в сочленениях деталей машины;
- формирование протокола испытания и его печать.
1.4. Погрешность измерения, при этом, зависит от конструктивных решений и мест установки датчиков.
Оценка: данная модернизация (рисунок 1) подразумевает затраты в основном на оборудование с малым процентом инжиниринга, что подразумевает самый низкий бюджет (диапазон предложения от 350000 до 1500000 рублей в зависимости от количества измерительных каналов, точности и качества оборудования). При этом управляющая система и исполнительные механизмы остаются прежними. В случае их износа косметический ремонт может не принести желаемого результата. При испытаниях это может негативно повлиять на кривую нагружения и получение данных, несмотря на точность датчиков. Данный вид модернизации не рекомендуется, но применим в условиях, когда Заказчик имеет ограниченный бюджет в указанном диапазоне и проводить испытание на старом измерительным оборудовании не представляется возможным.

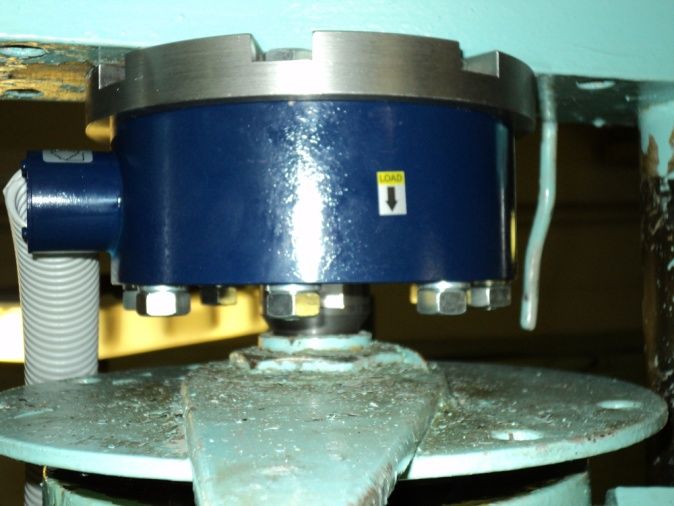
Рис. 1. Параллельная интеграция
Полная интеграции
2.1. Демонтаж приводов, кабелей, датчиков и их утилизация, или на хранение.
2.2. Восстановление изношенных частей конструкции испытательного комплекса.
2.3. Установка приводов, датчиков и их электрическое подключение.
2.4. Подключение к системе автоматизированного управления, системе измерения, силовой электронной аппаратуре. Система измерения и управления состоит из контроллера, модулей аналогового ввода-вывода для подключения датчика давления, силы, перемещения и исполнительных устройств (сервоклапана перепуска, электропривода гидростанции, моторов).
2.5. Установка программного обеспечения на автоматизированном рабочем месте оператора позволяет управлять испытательной машиной в ручном и автоматическом режиме, проводить сбор и обработку данных, отображать диаграмму нагружения образца в реальном времени и производить автоматический расчет основных механических характеристик материала образца с формированием протокола испытания. После проведения работ выдаётся калибровочный сертификат на силоизмерительный канал системы измерения машины.
Оценка: данный вид модернизации (рисунок 2) является оптимальным выбором для крупногабаритного уникального оборудования.


Рис. 2. Полная интеграция
Состав
Для понимания, как формируется бюджет важно расписать, какое оборудование при этом выбирается и почему, а также какие ресурсы вложены.
Модернизация, может включать следующие компоненты:
1. Приводы и механизмы
В основном испытательное оборудование подразделяются на два вида приводных устройств электромеханические и гидравлические.
1.1. Для электромеханических машин это сервопривод с частотным преобразователем.
1.2. Для гидравлических машин это гидроцилиндры, гидромоторы с пропорциональными, или сервоклапанами, насосные станции.
2. Датчики:
2.1. Перемещение;
2.2. Деформация;
2.3. Сила;
2.4. Давление;
2.6. Температура;
2.6. Крутящий момент.
3. Контроллер и система измерения
При выборе контроллера необходимо иметь в виду является ли система машины динамическая, или нет. Под динамической системой подразумевается нагружение образца с частотой от 0,5 Гц и выше (до 50 Гц). При выборе системы измерения нужно ориентироваться на количество каналов, частоту опроса и является ли измеренные параметры параметром функции обратной связи для ПИД регулирования.
4. Автоматизированное рабочее место (АРМ) и программное обеспечение
АРМ оператора состоит из персонального/промышленного компьютера выбор, которого определяется от типа системы (динамика, статика) и сложности программного обеспечения.
5. Вспомогательные механизмы: кронштейны, консоли, концевые выключатели, захваты, печи и климатические камеры.
Принцип выбора
После определения состава, устанавливаем технические параметры для выбора из каталога, или изготовления собственной разработки.
1. Приводы и механизмы
1.1. Электромеханические машины используются для статических и квазидинамических испытаний. При подборе привода для электромеханических машин важно понимать его мощность и крутящий момент. Основные формулы для определения данных параметров и выбора серийной продукции:
Условие: механизм серводвигатель – шарико-винтовая пара (ШВП).
Формула расчёта момента, прикладываемого к валу серводвигателя
ML=(9,8×μ×m×PB)/(2π×i×η) [Нм]
μ – коэффициент трения скольжения
m – масса элементов поступательного движения
PB – шаг резьбы винта
i – передаточное число редуктора
η – КПД механики
Формула расчёта мощности нагрузки
PO=(2π×nM×ML)/60
nM = (ϑL/PB)* i скорость вращения вала двигателя
ϑL – скорость нагрузки [м/мин]
Примечание: для более точного расчёт необходимо учитывать приведённый момент инерции нагрузки к валу серводвигателя.
При выборе серводвигателя из каталога необходимо учитывать следующие условия:
- ML ≤ Номинального момента двигателя;
- (Pa+PO)/2<Мощность двигателя;
где Pa-мощность среводвигателя для обеспечения требуемой динамики системы
- nM ≤ Номинальная скорость вращения двигателя;
- JL ≤ допустимого момента инерции нагрузки.
1.2. Гидравлические машины применяются для статических и динамических испытаний до 50 (400) Гц. Для расчёта гидропривода поступательного движения (гидроцилиндра) и насосной станции применяются следующие формулы:
Формула мощности гидродвигателя возвратно-поступательного
действия (гидроцилиндра) определяют по формуле
Nгдв=FV [кВт]
F – усилие на штоке [кН]
V – скорость движения штока [м/с]
Формула мощности насоса определяют исходя из мощности гидропривода с учётом потерь энергии при её передаче от насоса к гидроприводу
Nнп=kзу*kзс*Nгдв
kзу – коэффициент запаса по усилию 1,1..1,2
kзс – коэффициент запаса по скорости 1,1..1,3
После определения полезной мощности рассчитываем подачу насоса и рабочий объём.
Qн = Nнп/pном - подача [дм3/с]
pном – номинальное давление [МПа]
qн = Nнп/pном*nн – рабочий объём [дм3/об]
nн – частота вращения вала насоса, об/с.
Далее используя эти параметры выбираем из каталога насос, при этом следует учитывать, что насосы, рассчитанные на высокое давление, можно использовать в гидроприводах, с более низким давлением.
2. Датчики
При подборе датчиков из каталога производителя необходимо учитывать следующие основные параметры:
2.1. Рекомендуемые параметры для датчиков силы:
- Диапазон измерения
Определяется исходя из максимально возможной нагрузки и относительной погрешности от измеренного значения.
- Точность измерения
Этот параметр определяет погрешность от измеренного значения, тем самым ограничивая измерительный диапазон.
- Механическое исполнение (S – образные, низкопрофильные, балочные)
Определяется исходя из места установки датчика
2.2. Рекомендуемые параметры для датчиков перемещения
- Диапазон измерения
- Точность измерения
- Исполнение (контактные и бесконтактные)
Примечание: по существу, перечисленные параметры справедливы и для прочих датчиков (давления, температуры, деформации)
3. Контроллер и система измерения
3.1. Низкая точность измерения и позиционирования (от 20% и выше). В случае если требуется модернизация для этих целей в качестве контроллера выбирают персональный компьютер и модули ввода/вывода (АЦП/ЦАП/дискретные сигналы). Частота обработки данных для обратной связи не превышает 100 Гц. Преимущество данной системы простота и стоимость.
3.2. Средняя точность позиционирования (от 10% до 20%).
В случае если требуется надёжность и точность применяются контроллеры автоматизации типа Овен, LCard, Fastwell.
При увеличении скорости движения точность позиционирования падает по экспоненте.
3.3. Точность позиционирования высокая (до 5%)
В случае если требуется высокая точность позиционирования и высокой скорости движения (динамические или квазидинамическеи процессы) применяются контроллеры с шиной ПЛИС.
Возможности ПЛИС:
ПЛИС (Программируемая логическая интегральная схема) или FPGA позволяет производить сбор и обработку информации с модулей ввода/вывода параллельно, то есть если в описании на модуль указанна частота дискретизации (число опросов) fд = 50 КГц и число каналов n = 4 это означает, что каждый канал опрашивается 50000 раз в секунду. Частота работы ПЛИС составляет 40 МГц. ПЛИС содержит 1, 2 или 3 миллиона логических вентилей. Ниже приведена таблица с примерным объемом, который занимают различные функции в ПЛИС с одним миллионом вентилей.
ПЛИС может работать только с целыми числами имеющие 1, 8,16, 32 и 64 разряда. Данные, считанные с модуля, округляются до ближайшего большего разряда. Например, разрядность Аналогово-Цифрового преобразователя (АЦП) модуля 24, но в ПЛИСе данные хранятся в виде 32 разрядных чисел.
Обмен данных между контроллером и ПЛИС происходит по шине, пропускная способность которой составляет 50 Мбит/сек.
Данная скорость опроса, обработки и генерации данных позволяют эффективно формировать коэффициент обратной связи.
Недостаток данных решений – высокая стоимость.
4. АРМ Оператора
Персональный компьютер (ПК) со специализированным программным обеспечением (ПО). В данном пункте стоит обратить внимание на сложность ПО:
- Средняя сложность
Реализовано управление и измерение, ограниченные возможности обработки и сохранения данных
- Высокая сложность
Универсальное ПО, управление с функцией обратной связи (ПИД), высокочастотное измерение, обработка (фильтрация), анализ данных и вывод отчётов.
Классификация
Для построения классификации, были выбраны в качестве основы испытательные разрывные машины. Данный выбор обусловлен широким распространением и спросом на их модернизацию.
Классификация построена в форме таблицы.
Таблица
|
№ |
Тип |
Описание и Состав |
Диапазон цен без НДС |
|---|---|---|---|
|
1 |
Поверхностная (для исследований, приёмо-сдаточных испытаний) |
Данный тип модернизации относится к виду параллельной интеграции и обладает всеми его преимуществами и недостатками, описанными выше. Модернизация применяется в том случае, если машина рассчитана на нагрузки до 10 тс, точность измерения до 5%, заводская измерительная система не функционирует, износ механической и гидравлической части требует механический ремонт. В этом случае применяются:
|
150-500 т.р |
|
2 |
Комбинированная (для исследований, приёмо-сдаточных испытаний) |
Тип модернизация тоже относится к виду параллельной интеграции. Модернизация применяется, если требуется точность, не превышающая 1%, если машина рассчитана до 100 тс и износ металлоконструкций машины не превышает 30-40%, Заводская контрольно-измерительная система не функционирует, или работает не стабильно. Приводы и электрика изношены на 60-70%. В этом случае применяются следующие компоненты:
|
500 – 2500 т.р. |
|
3 |
Комплексная (для исследований, приёмо-сдаточных, ресурсных испытаний) |
Тип модернизация относится к виду полной интеграции. Данный тип модернизации обычно применяется в случае, если испытательная машина является уникальной, как по габаритам, так и по её техническим свойствам (динамическая машина). В этом случае применяются следующие компоненты:
|
2500-10000 (и выше) т.р. |
Заключение
Чтобы принять решение требуется ли модернизация испытательного оборудования, или нет, рекомендуется следовать следующим шагам:
- Оценить какие задачи требуется выполнять на оборудовании: исследования, приёмо-сдаточные, ресурсные испытания.
- Оценить возможности бюджета (смотри таблицу).
- Запросить новое оборудование с аналогичными характеристиками и модернизацию, исходя из выбранного типа (смотри таблицу) и написанного технического задания. Провести сравнительный анализ.
- Учесть метрологическое обеспечение того, или иного решения (Аттестация и наличие оборудования в реестре средств измерений).
Пройдя все шаги, нужно понимать, что, приобретая новое оборудование, вы получаете готовое отлаженное решение, но оно всегда дороже (при комбинированном типе модернизация разница невелика: 5-10%) и не всегда удовлетворяет потребности в программной части, особенно сейчас, когда выбора стало меньше.
В свою очередь, при проведении модернизации имеет место быть опытно-конструкторская работа, отладка, которой может занять достаточно большое время, при этом учитываются все пожелания заказчика.
