Одним из факторов, влияющих на равновесие круга, является неправильность его геометрической формы. На дисбаланс более всего влияет эксцентриситет наружной поверхности относительно отверстия и непараллельность торцов круга, /поэтому погрешности формы кругов ограничены ГОСТом 4785–64. По ГОСТу 4785–64 предусмотрен выпуск абразивных инструментов классов А и Б. Инструменты класса А отличаются высокой точностью формы, минимальными дисбалансом и неравномерностью по твердости и предназначены для прецизионного шлифования [1].
Под уравновешенностью абразивного круга понимается симметричность его объема относительно оси вращения и равномерность плотности в различных участках круга. Моментной неуравновешенностью называют неуравновешенность круга, при которой ось круга и его главная центральная ось инерции пересекаются в центре масс круга.
При проведении исследований использовался высокопроизводительный бесцентровошлифовальный станок 3М184. Использовались наборные круги: шлифовальный ПП 500´150´305 25А 40 СТ1 (WA F46 O) – 2 шт., (ПП) 500´200´305 14А F 60 Р (25 CТ) R – 1 шт., и ведущий ПП 400´150´225 14А 16 СТ В – 1 шт. и ПП 400х200х225 14А 16 СТ В–2 шт. Скорость резания составляла 35 м/сек, скорость ведущего круга – 50 м/сек. Шлифование проводилось на наладке, при которой не соблюдалась кратность частоты вращения детали и возмущающей силы, так как в противном случае возникает некруглость величиной, значительно превышающей требования на изготовление деталей подобного вида. Обрабатывались предварительно шлифованные поршневые пальцы диаметром 41,5 мм, длиной 110 мм из материала 12ХНЗА твердости HRC 58÷62. Съем на диаметр составлял 0,1 мм [2].
На рисунке 1 (схемы 1 и 2) показаны возможные виды колебаний шлифовального шпинделя соответственно при силовой и моментной неуравновешенностях.
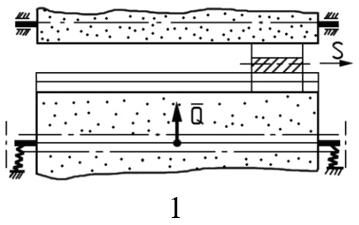
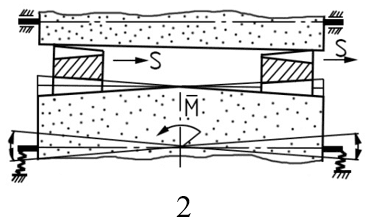
Рис. 1. Виды колебаний шлифовального шпинделя при силовой и моментной неуравновешенностях
При рассмотрении процесса шлифования по таким схемам при силовой неуравновешенности некруглость должна располагаться равномерно по длине детали, а при моментной во время прохождения деталью зоны резания некруглость до середины шлифовального круга должна быть больше с заднего торца детали, а после середины с переднего. Так как окончательное формирование детали происходит в конце зоны резания, то естественно считать, что преобладание получит некруглость переднего торца детали.
Эксперименты показали неравномерность распределения некруглости по длине детали и при силовой неуравновешенности. Это явление можно объяснить, если предположить, что деталь в процессе обработки вследствие упругого взаимодействия со шлифовальным кругом из-за пропорциональности силы резания съему металла может иметь колебания различных видов на рисунке 2 (схемы 3 и 4).
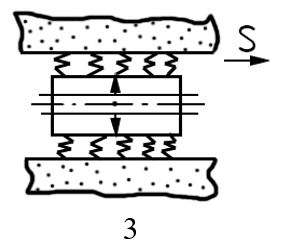
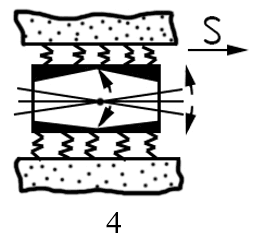
Рис. 2. Колебания детали в процессе обработки
При подобных колебаниях детали изменяется давление в контакт ее с ведущим кругом, что возможно и является одной из причин изменения скорости вращения детали как в течение одного оборота, так и от оборота к обороту. При моментальной неуравновешенности результирующая нестационарной части илы резания в результате неравномерного съема материала по длине детали приложена не по центру тяжести детали, следовательно, здесь возможны угловые колебания детали, хотя и при силовой неуравновешенности вероятно возникновение этого вида колебаний, например, из-за неравномерности распределения режущих свойств по образующей круга или моментной неуравновешенности самой детали. Кроме того, ухудшение негруглости на заднем торце детали может возникнуть из-за колебаний детали на выходе ее из зоны резания, как показано на рисунке 3 (схемы 5 и 6) соответственно, если деталь свободно входить в транспортное устройство и зажимается им.
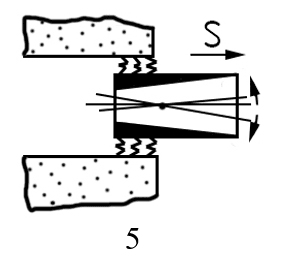
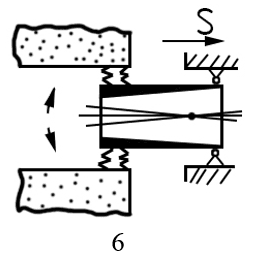
Рис. 3. Колебания детали на выходе ее из зоны резания
Подобные явления на входе детали в зону резания не скажутся на конечной ее форме из-за исправления в процессе съема металла.
Предложенная модель поведения деталей в зоне обработки вследствие воздействия неуравновешенного шлифовального круга позволила пояснить причины следующих явлений:
- Меньший уровень некруглости в среднем сечении из-за наличия углового вида колебаний детали;
- Одинаковость формообразования у заднего торца деталей для моментной и силовой неуравновешенностей;
- Большую некруглость переднего торца детали при моментной неуравновешенности в силу специфики процесса прохождения детали из-за угловых колебаний шлифовального круга.
Возрастание шероховатости и волнистости при вынужденных колебаниях шлифовального круга может быть объяснено увеличением дисперсии распределения зерен на круге или на основании других явлений [3].