Отечественный и зарубежный опыт показывает, что качество, точность, производительность и себестоимость изготовления изделий зависит от свойств применяемого режущего инструмента. Даже при использовании прогрессивного станочного оборудования с ЧПУ невозможно достичь высоких технико-экономических показателей процесса механической обработки без качественного режущего инструмента. Разнообразные условия его эксплуатации вызывают множество видов повреждений и отказов технологической системы, а скорости изнашивания инструмента значительно выше, чем скорости изнашивания деталей и узлов станков. Поэтому работоспособность технологической системы в целом в первую очередь зависит именно от качества применяемого инструмента. В металлообрабатывающей промышленности > 65% от общего количества брака выпускаемых деталей вызвано недостаточным качеством инструмента. При этом расходы на металлообрабатывающий инструмент могут доходить до 45 % от общих затрат на механическую обработку деталей. Роль режущего инструмента еще больше возрастает на операциях механической обработки, характеризующихся повышенными теплосиловыми нагрузками, а именно: при высокоскоростном резании, обработке деталей из закаленных, коррозионностойких, жаропрочных сталей и сплавов, а также различных композиционных материалов.
Анализ методов прогнозирования стойкости представленных в работах авторов [1-6] позволяет выделить 3-и основные группы в зависимости от этапа производственного процесса:
1. Методы прогнозирования стойкости на этапе проектирования
- способ, основанный параметрической взаимосвязи геометрических характеристик инструмента и физико-механических характеристик инструментального материала от заданных ограничений системы СПИД.
- компиляционный метод,
- аналоговый метод.
способы, основанные на моделировании инструмента.
2. Методы прогнозирования стойкости на этапе изготовления инструмента:
- способ, основанный на контроле фактических параметров режущего клина в процессе изготовления,
- способы, основанные на моделировании процесса изготовления по УП.
3. Методы прогнозирования стойкости на этапе использования
- способы, основанные на измерении некоторых характеристик процесса резания,
- способы, основанные на математических моделях изнашивания режущих инструментов,
- способы, основанные на связи стойкости инструмента с каким-либо физическим свойством инструментального материала, количественные характеристики которого могут быть измерены без проведения процесса резания.
Обеспечение качества инструмента на стадии проектирования основано на взаимосвязи стойкости металлорежущего инструмент с параметрами инструментального и обрабатываемого материала, геометрией режущего клина, свойствами износостойкого покрытия и параметрами технологического процесса: применяемое оборудование, состояние обрабатываемого материала, СТО и др.
Рассмотрим 1-й этап процесса и 1-ю группу методов применительно к обеспечению стойкости твердосплавной концевой фрезы.
Алгоритм влияния выбора параметров фрез представлен на рис. 1. Все параметрические зависимости для реализации оптимизационного алгоритма представлены в научных работах [1-7].

Рис. 1 Алгоритм выбора параметров фрезы
Таблица 1
|
№ п/п |
Параметры выбора |
Значение параметра |
Примечание |
|
1. |
Обрабатываемый материал |
Титановый сплав ВТ23 |
Класс: Титановый деформируемый сплав σв- 1450-1600 МПа |
|
1.1. |
Режущий материал |
Твердый сплав марки А04 |
Ультрамелкозернистый твердый сплав группы ВК производства АО «КЗТС» |
|
2. |
Применяемое оборудование |
DMU85-FD |
5-осевой фрезерный станок с ЧПУ |
|
3. |
Применяемая оснастка для установки инструмента |
HSK-A100-EMC32-110 |
Силовой фрезерный патрон с конусом HSK 100. |
|
4. |
Наличие охлаждения зоны резания |
Да |
Внешний полив под давлением, ECOCOOL SOLUBLE 20 -20 – универсальная смазочно-охлаждающая жидкость |
|
5. |
Применяемая оснастка для закрепления заготовки |
Тиски станочные HEAV-200 |
Тиски станочные с ручным приводом, удлинённые, прецизионной точности. Шириной губок 100-320 мм. |
Результат реализации алгоритма влияния технологически параметров процесса согласно таблице 1 представлен на рис. 2
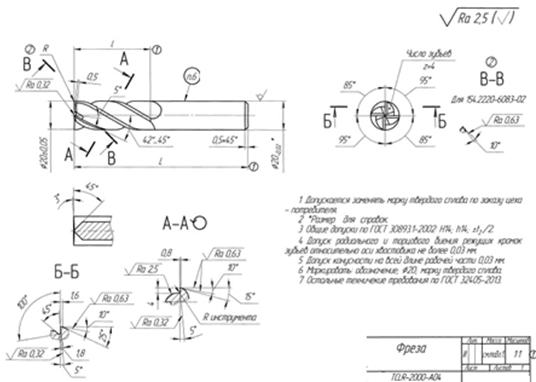
Рис. 2 Чертеж концевой фрезы – результатам работы алгоритма
Результаты проведенных испытаний, представленные в работе [8], показывают обеспечение заданных параметров стойкости спроектированной конструкции фрезы на уровне мировых аналогов.
Выводы
- Все параметрические зависимости для реализации оптимизационного алгоритма представлены научной литературе.
- Результаты проведенных испытаний подтверждают эффективность выбранных конструктивных решений и видов покрытий, как путей обеспечения заданной стойкости твердосплавной фрез (рис. 2) из сплава А04.
- В условиях экономической постановки вопроса одним из основных методов повышения стойкости инструмента принимается нанесение комбинированных износостойких покрытий.
- Необходимо проведение дополнительных исследований в части распространения алгоритма на другие виды инструмента и группы материалов
.
