.png&w=384&q=75)
Технологическое развитие FDM-систем привело к появлению промышленных установок, чьи возможности по работе с материалами и скоростные характеристики радикально отличаются от настольных принтеров первого поколения. Однако количественная оценка этих различий в терминах материалоёмкости, энергоэффективности и производительности остаётся недостаточно систематизированной применительно к российским производственным условиям. Настоящая статья восполняет этот пробел, концентрируясь исключительно на ресурсных и технологических аспектах.
Материалоемкость и ресурсная эффективность
Одним из наиболее дискуссионных аспектов темы остаётся вопрос материальных потерь. Для традиционных методов обработки, таких как фрезерование, коэффициент использования материала может опускаться до 0,2-0,3, что означает превращение 70–80% заготовки в стружку [6]. FDM-технология, благодаря аддитивному принципу, теоретически приближается к коэффициенту, близкому к единице. Однако практика демонстрирует иное. Реальный расход материала включает не только массу самого изделия, но и поддерживающие структуры, подложку, а также отходы при калибровке и тестовых прогонах. Для сложных геометрий объём поддержек может достигать 30–40% от массы детали [4]. Принтеры первого поколения не всегда позволяли использовать растворимые поддержки, что вынуждало применять тот же конструкционный материал и терять его при механическом удалении. Современные системы поддерживают печать вторым экструдером с водорастворимыми филаментами, снижая отходы на 15–20%.
Стоимость самих материалов в 2024-2025 годах демонстрирует значительный разброс, стоимость материалов приведена ниже (рис. 1).
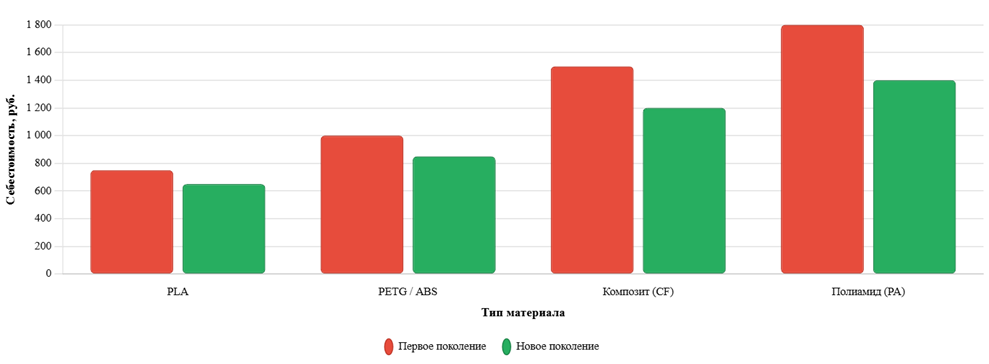
Рис. 1. Себестоимость по материалам
Базовые PLA-филаменты доступны по цене 1200–1500 рублей за килограмм, PETG и ABS находятся в диапазоне 1800–2200 рублей, а композиты с углеволокном или стекловолокном стартуют от 5000 рублей [1]. Для промышленных задач, требующих печати полиамидами или поликарбонатом, расходы возрастают до 8000–12000 рублей на килограмм. При этом рынок испытывает дефицит отечественных производителей инженерных филаментов, что создаёт зависимость от импорта и валютных колебаний.
Важно заметить, что удельная материалоемкость напрямую зависит от настроек печати, материальные потери приведены ниже (рис. 2).
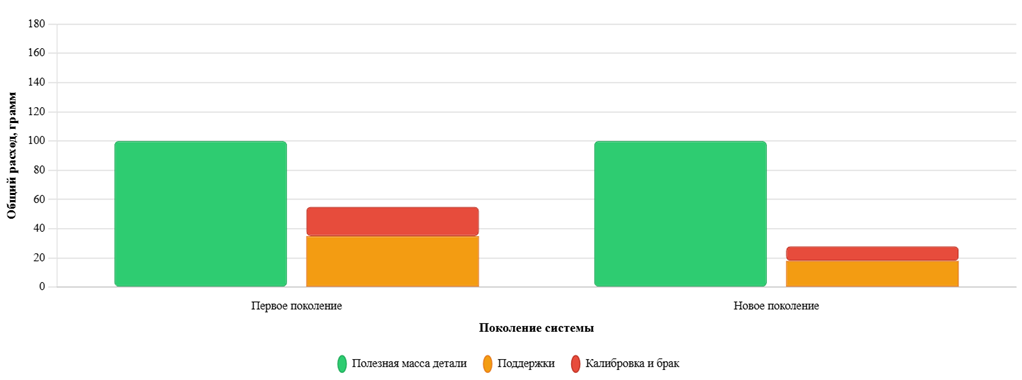
Рис. 2. Материальные потери
Плотность заполнения – один из определяющих факторов прочности и расхода пластика. Заполнение на 100% обеспечивает максимальную жёсткость, но требует в пять раз больше материала и времени, чем печать с 20% заполнением [2]. Картина здесь неоднородная: для прототипов достаточно 10–15%, для функциональных деталей оптимум находится в районе 30–50%, а полное заполнение оправдано лишь для нагруженных узлов.
Энергетическая составляющая процесса также заслуживает внимания. Средний FDM-принтер потребляет от 100 до 250 Вт в зависимости от наличия термокамеры и подогреваемого стола. На практике парк из 15 машин, работающих круглосуточно, генерирует месячный счёт за электроэнергию в 20–30 тысяч рублей [5]. Для систем нового поколения с активным термоконтролем эта цифра может возрастать на 30–40%, однако увеличение производительности компенсирует рост энергозатрат в пересчёте на единицу изделия.
Производительность и временные параметры производства
Скорость изготовления детали определяется совокупностью факторов: геометрией объекта, высотой слоя, скоростью движения печатающей головки и временем на прогрев и охлаждение. Принтеры первого поколения работали со стандартной высотой слоя 0,2-0,3 мм и линейной скоростью 50–70 мм/с. Это означало, что небольшая деталь объёмом 50 см³ требовала 6–8 часов печати, а крупный корпус занимал до 48 часов непрерывной работы. Современные системы демонстрируют существенно иные показатели. Применение широких сопел диаметром 0,6–1,0 мм позволяет увеличить высоту слоя до 0,4-0,5 мм без критической потери качества, сокращая время печати вдвое [7]. Ускоренная кинематика и улучшенные алгоритмы управления подачей материала поднимают скорость до 150–250 мм/с. Впрочем, это справедливо не для всех случаев: печать инженерными пластиками с высокой температурой плавления накладывает ограничения на скоростные режимы из-за риска неполного сплавления слоёв.
Время, затрачиваемое на подготовку к печати и постобработку, часто остаётся за кадром при сравнении технологий. Загрузка файла, калибровка стола, установка материала и запуск процесса на принтерах первого поколения могли занимать от 30 минут до часа. Новые системы с автоматической калибровкой и бесконтактными датчиками сокращают этот этап до 10–15 минут (рис. 4). Постобработка – удаление поддержек, шлифовка, химическая обработка – добавляет еще от 20 минут до нескольких часов в зависимости от требований к поверхности.
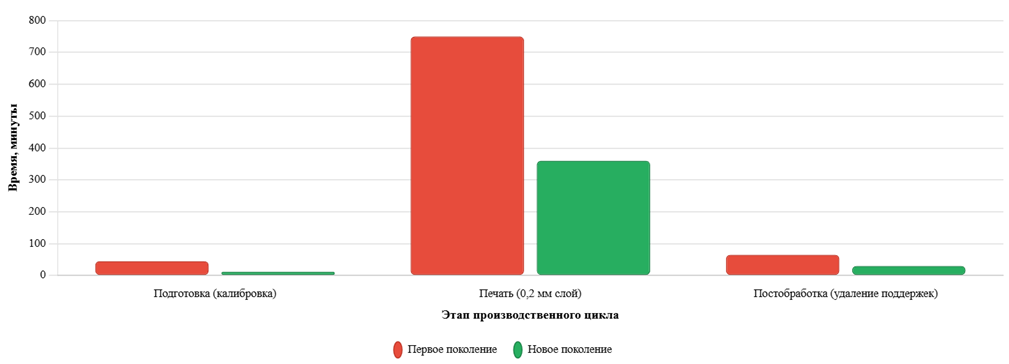
Рис. 3. Временные затраты
Экономический смысл производительности раскрывается при расчёте стоимости машино-часа. Для оборудования стоимостью 200 тысяч рублей с ресурсом 10 тысяч часов амортизация составляет 20 рублей за час работы. Добавление электроэнергии и труда оператора доводит эту цифру до 100–150 рублей [3]. Системы за 500–700 тысяч рублей имеют амортизацию 50–70 рублей за час, но за счёт повышенной скорости печати себестоимость часа готовой продукции оказывается ниже на 15–25%. Для прототипирования ключевыми технологическими параметрами выступают скорость получения образца и качество поверхности. Принтеры первого поколения с высотой слоя 0,2 мм обеспечивают приемлемую детализацию для большинства задач, но требуют 10–15 часов на средний по сложности корпус объёмом 150 см³. Современные системы с адаптивной высотой слоя и ускоренной печатью сокращают это время до 5–7 часов без потери качества [4]. Производительность систем нового поколения позволяет организовать так называемые фермы принтеров – парки из 15–40 машин, работающих параллельно. Такие комплексы способны производить до 2000–3000 см³ готовой продукции в сутки, что соответствует 150–200 деталям среднего размера [5]. Для сравнения, одиночный принтер первого поколения выдаёт 50–70 см³ в сутки, требуя для тех же объёмов в 40 раз больше времени. Это делает фермы единственным рациональным решением для постоянного серийного выпуска. Надёжность процесса – фактор, который сложно квалифицировать, но легко ощутить на практике. В одном из кейсов российского предприятия парк из 42 принтеров первого поколения требовал постоянного присутствия двух операторов для устранения сбоев и перезапуска печати [5]. Переход к 20 промышленным установкам с автоматическим мониторингом позволил сократить штат до одного специалиста, высвободив ресурсы на инженерное сопровождение и доработку моделей.
Заключение
Проведённый анализ демонстрирует, что технологический разрыв между FDM-системами первого и нового поколений носит фундаментальный характер и затрагивает все ключевые ресурсные параметры процесса. Прямое сопоставление скоростных характеристик не отражает реальной эффективности: производительность, материалоёмкость, уровень брака и гибкость в работе с материалами формируют конечный технологический результат лишь на горизонте длительной эксплуатации. Промышленные FDM-системы обеспечивают снижение удельной материалоёмкости за счёт применения водорастворимых поддержек и оптимизированных алгоритмов заполнения, а также двукратное и более сокращение времени изготовления деталей. Повышенное энергопотребление современных установок компенсируется ростом производительности в пересчёте на единицу изделия. Сокращение времени подготовки к печати с 30–60 минут до 10–15 минут и снижение уровня отказов с 15–20% до 3–5% формируют дополнительный резерв производственной эффективности, особенно значимый при организации принтерных ферм для серийного выпуска. Реализация этого технологического потенциала критически зависит от правильного выбора материалов, квалификации персонала и соответствия настроек печати конкретным производственным задачам. Дальнейшие исследования должны быть направлены на анализ влияния постобработки на итоговые характеристики изделий, а также на изучение возможностей гибридных технологических цепочек, интегрирующих аддитивное производство с традиционными методами механической обработки. Развитие отечественного рынка инженерных филаментов и снижение их стоимости способны существенно расширить технологические границы применения FDM-систем в ближайшие 3–5 лет.
