В настоящее время, получили большое распространение аддитивные технологии, среди которых наибольшей популярностью пользуется 3D-печать пластиком. Преимуществом данной технологии являются возможности экономить материал при несущественных потерях прочностных характеристик, а также изготовление деталей сложной геометрической формы, исполнение которых традиционными методами привело бы к существенным технологическим трудностям. В данной статье рассматривается основной метод экономии материала – заполнение внутреннего пространства определенными структурами. Критерием оценивания структуры будет являться быстрота изготовления детали, без явных потерь прочностных характеристик.
Первым фактором, влияющим на прочностные характеристики, расход материала и длительность изготовления детали является плотность заполнения (рис.1). Данный показатель необходимо увеличивать, в случае использования данной детали в нагруженных механизмах. При использовании детали в качестве декоративного элемента, значение заполнения детали устанавливается в размере 10%. Далее в статье, при печати используется заполнение равное 10%.
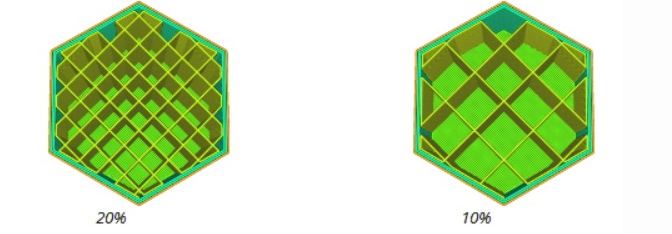
Рис. 1. Пример заполнения детали при 10% и 20%
Следующим фактом является форма внутренних структур, так же определяющая прочностные характеристики и время, затрачиваемое на изготовление детали.
Первой рассматриваемой внутренней структурой является линейное заполнение (рис.2). Такой вид заполнения подходит для прототипов в тех случаях, когда необходима оценка внешнего вида, а не функциональности.

Рис. 2. Линейное заполнение
Следующим типом внутренней структуры является треугольное заполнение (рис.3). Данный вид заполнения подходит для деталей с квадратным и прямоугольным профилем, так как эффективно препятствует прогибам и складываниям, то есть нагрузкам на боковые плоские поверхности.

Рис. 3. Треугольное заполнение
Разновидностью треугольного, является треугольно-гексагональное заполнение (Рис.4) именуемое так же звёздчатым. Данное заполнение обладает большей прочностью, но требует повышенный расход материала.

Рис. 4. Треугольно-гексагональное (звёздчатое) заполнение
Четвертым видом заполнения является концентрическое заполнение (рис.5). Данный вид заполнения состоит из концентрических расходящихся по всему слою волн, повторяющих форму внешней стенки. Концентрическое заполнение применяется для деталей, обладающих повышенной гибкостью.

Рис. 5. Концентрическое заполнение
В таблице приведено время изготовления для двух деталей: куб со сторонами 60 мм (Деталь 1) и детали, совмещающей несколько геометрических форм, представленной выше (Деталь 2). Печать будет производиться PLA пластиком через сопла 0,5 мм, с высотой слоя 0,2 мм.
Таблица
Время печати деталей
|
Тип заполнения |
Деталь 1 |
Деталь 2 |
|---|---|---|
|
Линейное |
25 мин. 11 сек. |
9 мин. 41 сек. |
|
Треугольное |
28 мин.10 сек. |
10 мин. 20 сек. |
|
Звёздчатое |
27 мин. 49 сек. |
10 мин. 15 сек. |
|
Концентрическое |
25 мин. 51 сек. |
9 мин. 57 сек. |
Исходя из вышеизложенного материала можно сделать вывод, о целесообразности использования различных видов внутренних структур в зависимости от поставленных задач.