
Одним из новых прогрессивных видов заготовок, широко применяемых в современном листоштамповочном производстве, являются заготовки переменной толщины, а именно, сварные разнотолщинные листовые и катанные переменной толщины заготовки, область применения которых охватывает ряд отраслей народного хозяйства, включая, в том числе, автомобильную [1, с.22] и аэрокосмическую [2, с.20] промышленности.
В настоящее время конструкцию кузова современных марок автомобилей, таких как Mercedes, BMW, Volkswagen, Toyota, Nissan, Honda, Mazda, Daewoo, Hyundai, Haval и Volvo активно внедряются штампованные детали, изготовленные из листовых заготовок переменной толщины [3, с.161], а именно листовых сварных разнотолщинных [4, с.5] и катанных заготовок переменной толщины [5, с.22], в том числе имеется информация относительно ряда случаев применения таких заготовок для изготовления деталей автомобилей и на отечественных заводах, таких как автомобильные заводы «ГАЗ» [6, с.22] и «АвтоВАЗ» [7, с.44].
Степень пригодности металла для реализации штамповочных операций может быть получена посредством выполнения ряда определенных технологических испытаний. При исследовании характера деформации при реализации формообразующих операций штамповки, например, вытяжки или формовки следует принимать во внимание результат испытаний при наиболее неблагоприятной для пластической деформации схеме напряжений, например в условиях двухосного растяжения. Метод испытания на формовку сферической лунки по Эриксену [8, с.3] позволяет формально оценивает способность листового металла к деформированию по схеме, близкой к двухосному растяжению и связанной с уменьшением толщины заготовки по глубине лунки [9, с.71].
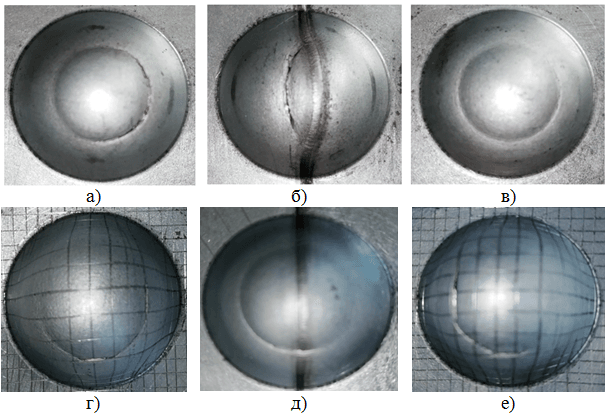
Рис. Результаты испытаний образцов по Эриксену
Оценка предельной штампуемости по Эриксену заготовок переменной толщины, а именно сварных разнотолщинных листовых и катанных переменной толщины заготовок, а так же для сравнения сварных равнотолщинных листовых заготовок и заготовок из основного материала была реализована в лабораторных условиях кафедры М1-КФ «Машиностроительные технологии» Калужского филиала МГТУ им. Н.Э. Баумана с помощью ручного прибора ПТЛ для испытаний технологических свойств материала вытяжкой сферической лунки. На рисунке представлены результаты испытаний образцов из материала HX260PD, (а) – при толщине 1,9мм образца из основного материала разрушение выявлено при глубине лунки h=13мм; (б) - испытания разнотолщинного (1,9мм / 2,4мм) сварного листового образца разрушение выявлено при глубине лунки h=12,2мм; (в) - для толщины материала 2,4мм разрушение наблюдалось при глубине лунки h=13,8мм; (г) – экспериментальный катанный разнотолщинный образец, переходные участки которого имеют клиновидность 1:20 (с толщиной 1,9мм и 2,4мм соответственно), – разрушение наблюдалось при глубине лунки h=13,7мм; (д) - испытания равнотолщинного (1,9мм) сварного листового образца - разрушение выявлено при глубине лунки h=12,8мм; (д) – экспериментальный катанный разнотолщинный образец, переходные участки которого имеют клиновидность 1:30 (с толщиной 1,9мм и 2,4мм соответственно), - разрушение наблюдалось при глубине лунки h=13,75мм.
Испытания разнотолщинной сварной заготовки (рис. б) по Эриксену показали наличие (даже без нанесения координатной сетки) смещения сварочного шва в сторону более толстого материала [10, с.9; 11, с.291], чего не наблюдается при испытании равнотолщинного сварного образца (рис. д). При испытании экспериментальных катанных разнотолщиннных образцов с клиновидностью 1:20 (рис. г) и 1:30 (рис. е) также наблюдается смещение линий координатной сетки в сторону более толстого материала, хоть и незначительное по сравнению с разнотолщинным сварным образцом. Смещение объема материала, находящегося в зоне формирования сферической лунки, в сторону наиболее толстого материала образца позволяет сделать общий вывод относительно определенной ограниченности применимости метода Эриксена для оценки предельной штампуемости сварных разнотолщинных сварных листовых и катанных разнотолщинных заготовок. Использование испытаний [12, с.5] для анализа напряженно-деформированного состояния листовых заготовок методом Марчиньяка (деформирование цилиндрическим пуансоном с плоским дном) и Наказимы (деформирование полусферическим пуансоном) также имеет ограничения из-за смещения сварного шва (в случае сварной разнотолщинной листовой заготовки) в сторону более толстого материала заготовки [7, с.42] и из-за смещения объема материала, находящегося в зоне формирования сферической лунки, в случае катанных листовых заготовок переменной толщины. Поэтому, например, в экспериментальной работе [7, с.43] предложено заменить вышеуказанные испытания исследованиями методом статических испытаний на растяжение на разрывной машине до появления трещины на образце.
Применение новых видов заготовок для различных видов формообразующих штамповочных операций предполагает применение известных методик испытаний или их определенных комбинаций, или создание новых прогрессивных методов и рекомендаций, позволяющих с высокой степенью достоверности определять требуемые параметры.
